Practical Technical Specification for Industrial Pattern Making of Curved Blade Loose Denim Pants
1. Document Description & Scope of Application
1.1 Document Purpose
This is an industrial-grade pattern making technical guide exclusive to Denim Encyclopedia for Curved Blade (Arc/Banana) Denim Pants. It specifies executable technical standards for the full process of pattern design, fabric selection, structural parameters, sewing technology, and quality control.
The specification covers differentiated adaptation schemes for different fabrics, sizes, and production scenarios, solving the industry pain points of disconnection between design effect, mass production stability and wearing comfort in conventional pattern making. It can be directly used in mass production, independent designer pattern making, and custom tailoring scenarios.
1.2 Scope of Application
- Basic Application: The benchmark system of this specification is applicable to curved blade loose denim pants made of 8-14oz cotton twill denim, covering all national standard sizes for men and women, compatible with mainstream denim finishing processes such as normal wash, stone wash, enzyme wash, and distressed raw edge, and meets the international compliance requirements of EU REACH and OEKO-TEX Standard 100.
- Scenario Adaptation: The specification also supplements special adjustment rules for thin/heavyweight denim, sulfur black denim, cross-regional foreign trade customer groups, and workwear/casual differentiated scenarios, which can be directly modified according to different production needs.
2. Core Silhouette Definition & Design Key Points
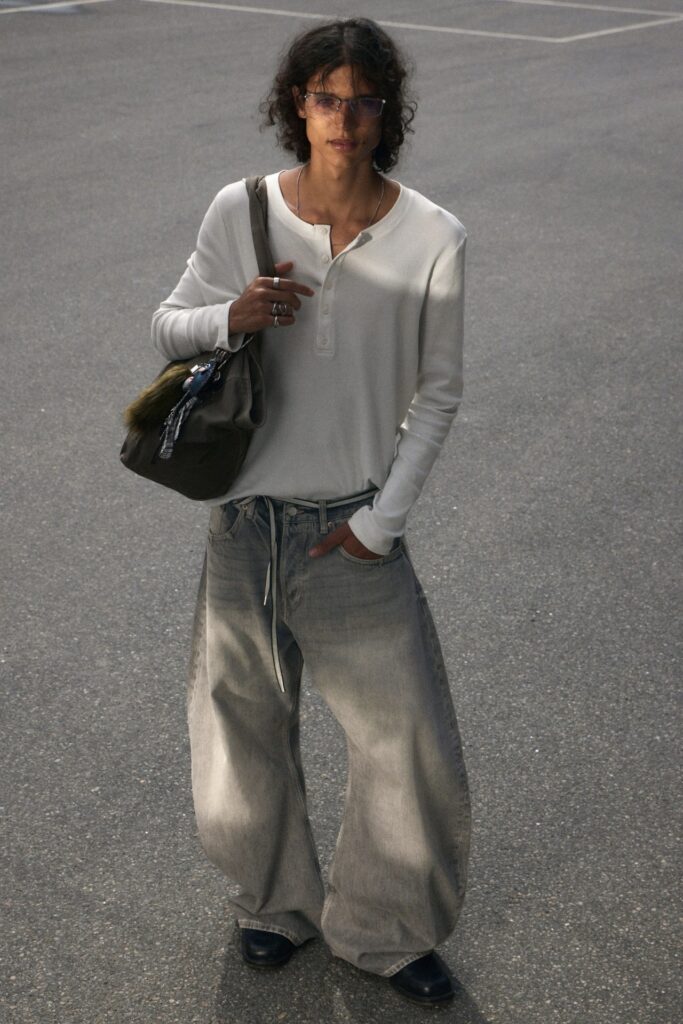
The core feature of Curved Blade Denim Pants (also known as Arc Pants / Banana Pants in the industry), which distinguishes them from conventional straight-leg pants and wide-leg pants, is the 12°-15° arc curvature design of the pant body in the longitudinal direction. The core design advantages and solved industry pain points are as follows:
- The arc structure of the front panel (inward at the knee and outward at the hem) not only ensures the wearing allowance of the large silhouette, but also modifies the leg shape through the longitudinal arc, solving the problem that loose pants are easy to be bulky and have no lines;
- The back panel is matched with the incremental crotch drop structure and arc division, balancing the silhouette stiffness when standing and the activity allowance when squatting and walking, solving the problem that large silhouette pants are easy to be tight in the crotch and fall down;
- Through symmetric curvature control, shrinkage pre-compensation, and sewing anti-deformation design, it balances the design effect of single-piece customization and the pattern consistency of industrial mass production, solving the problem that arc cut pieces are easy to deform after washing and left-right asymmetry.
3. Fabric & Accessories Technical Requirements
3.1 Graded Technical Parameters of Denim Fabric
Fabric Category | Weight Range | Core Technical Standards | Adaptation Scenarios & Adjustment Schemes |
|---|---|---|---|
Summer Thin Denim | 8-11oz (270-370g/㎡) | Pre-shrunk warp shrinkage ≤3.5%, weft shrinkage ≤2.5%; rubbing fastness ≥ Grade 3; 2/1 right-hand twill | Arc curvature reduced by 2°-3°, ease reduced by 1-2cm, stitch density increased to 9-10 stitches per 3cm, to avoid arc collapse caused by insufficient fabric drape |
Regular Medium-thick Denim | 11.5-13.5oz (390-460g/㎡) | Pre-shrunk warp shrinkage ≤3%, weft shrinkage ≤2%; rubbing fastness ≥ Grade 3; washing fastness ≥ Grade 3-4; 2/1 or 3/1 right-hand twill | Benchmark applicable fabric for this specification, arc curvature, ease, and seam allowance are implemented according to benchmark parameters, universal for all sizes |
Heavyweight Vintage Denim | 14-16oz (475-540g/㎡) | Pre-shrunk warp shrinkage ≤4%, weft shrinkage ≤2.5%; rubbing fastness ≥ Grade 2-3; 3/1 right-hand twill ring-spun | Arc curvature increased by 1°-2°, ease increased by 1-2cm, stitch density reduced to 7-8 stitches per 3cm, larger shrinkage compensation reserved, to avoid fabric tearing from needle holes |
Sulfur Black Denim | Full weight coverage | Pre-shrunk warp shrinkage ≤4%, weft shrinkage ≤3%; rubbing fastness ≥ Grade 3; anti-brittle treatment must be completed after dyeing | Shrinkage reserve increased by 0.5%-1%, additional 0.3cm ease for arc cut pieces, strong acid treatment avoided in washing process, matching fiber brittleness prevention requirements |
3.2 Accessories Adaptation Specification
- Sewing Thread: 20s/3 polyester core-spun thread is uniformly used for the stress positions of the waistband and crotch; 40s/2 polyester thread for side seam and inseam of thin denim, 20s/3 polyester thread for medium-thick/heavyweight denim; standard orange-red 20s/3 cotton-polyester core-spun thread for hem decorative stitch;
- Zipper: 4# metal zipper for women (length 16-18cm), 5# metal zipper for men (length 18-20cm), adapted according to waist size;
- Fasteners: 17-20mm copper shank button with thickened washer; 36# copper bar tacks for belt loops and crotch cross seam, upgraded to 40# for heavyweight denim;
- Interlining: 30g/㎡ washable woven interlining for waistband, can be reduced to 25g/㎡ for thin denim, to avoid wrinkling and degumming after washing.
4. Core Pattern Making Specification
4.1 Benchmark Size & Finished Dimensions (After Washing, Standard Size 165/68A Women / 175/80A Men)
Position | Women’s 165/68A Benchmark | Men’s 175/80A Benchmark | Industrial Mass Production Tolerance | Size Grading Difference |
|---|---|---|---|---|
Finished Waist | 68cm | 80cm | ±0.5cm | 4cm/grade |
Finished Hip (Ease) | 102cm (Net Hip +18~20cm) | 108cm (Net Hip +18~20cm) | ±0.8cm | 4cm/grade |
Rise (Including Waistband) | 28cm | 30cm | ±0.3cm | 1cm/grade |
Back Crotch Drop Increment | 3cm | 3.5cm | ±0.2cm | 0.3cm/grade |
Knee Width | 48cm | 52cm | ±0.5cm | 2cm/grade |
Leg Opening | 53cm (Knee +5cm) | 57cm (Knee +5cm) | ±0.5cm | 2cm/grade |
Outseam (Including Waistband) | 105cm | 110cm | ±1cm | 3cm/grade |
Pant Body Arc Curvature | 15° longitudinal deflection at knee | 15° longitudinal deflection at knee | ±0.5° | Linear adjustment by size |
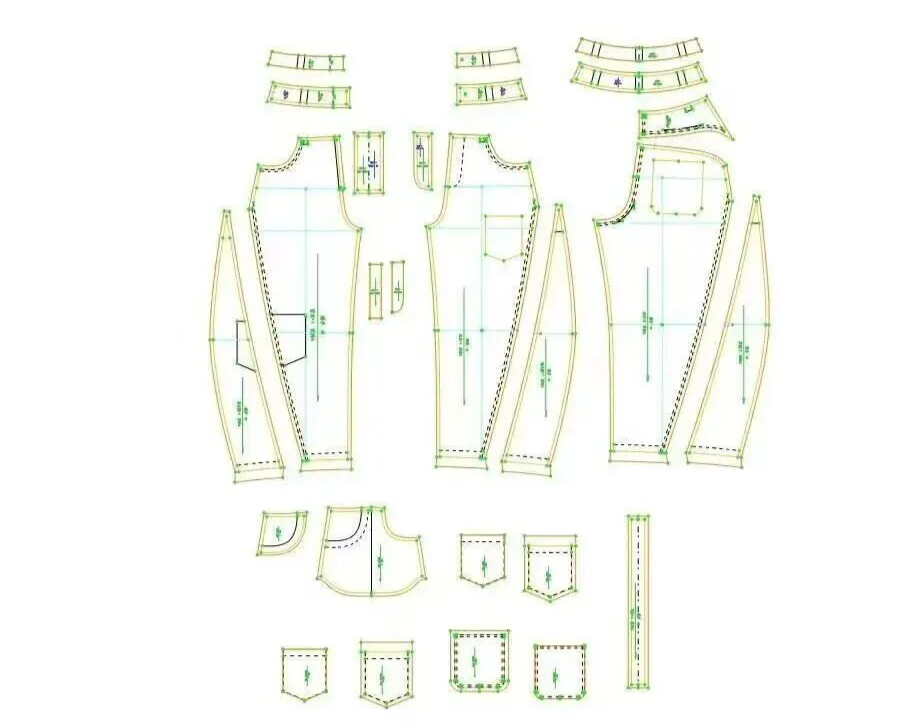
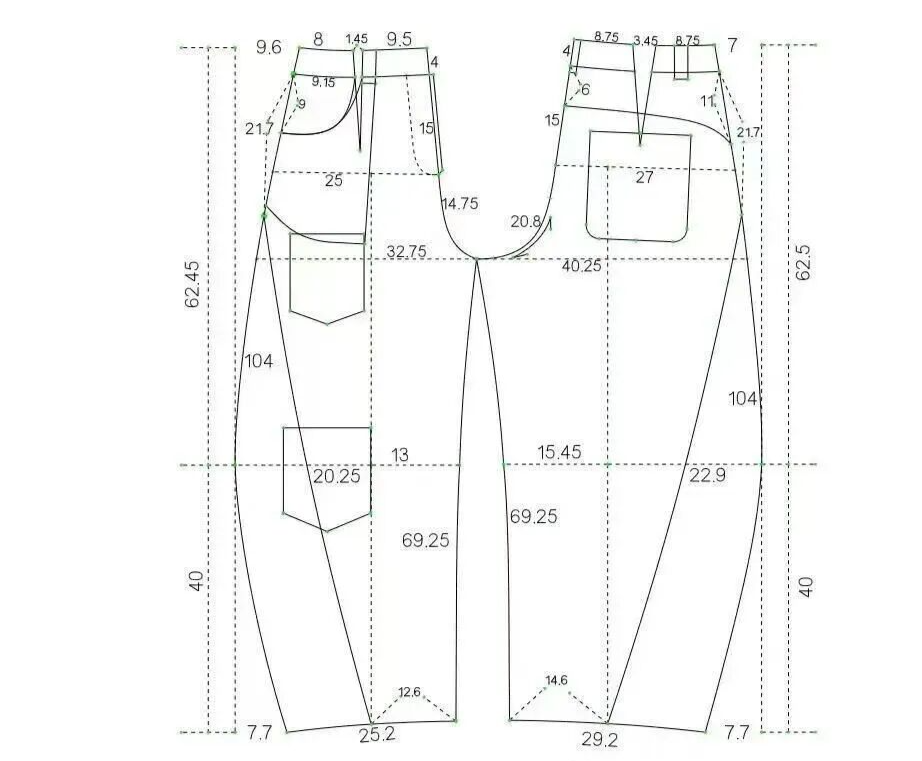
4.2 Position-by-Position Pattern Making Rules
(1) Waistband & Upper Crotch Structure
- Waistband Pattern: Finished width 4cm, 0.75cm seam allowance on top and bottom (total seam allowance 1.5cm); Length = finished waist + 3cm overlap; 5 evenly spaced belt loop positions on the inner side of the waistband, finished belt loop width 1.2cm, length 4.5cm; the number of belt loops increased to 6-7 for plus sizes to improve wearing stability;
- Upper Crotch Structure: Front crotch depth 10cm (Women)/11cm (Men), back crotch depth 13cm (Women)/14.5cm (Men); benchmark back crotch slope 15:3, for every 2cm increase in hip-waist difference, the back crotch slope is increased by 0.5; workwear scenario crotch drop increment is increased by an additional 0.5-1cm to improve mobility; standard 1 curved pocket on the front panel (pocket opening length 12cm), 2 patch pockets on the back panel (pocket opening width 14cm, pocket height 12cm), adjustable according to style;
- General Seam Allowance Rule: 1.2cm seam allowance for crotch, side seam, inseam; 1.5cm seam allowance for waistband and pocket opening; benchmark 8cm reserved seam allowance for leg opening, adjusted according to washing process.
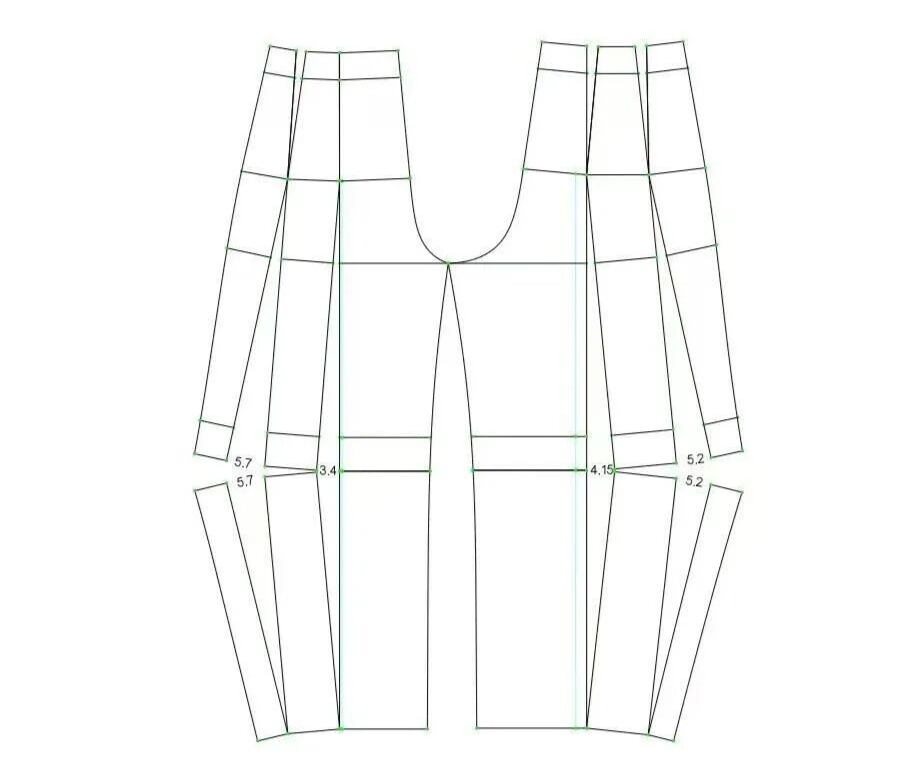
(2) Core Arc Structure of Pant Body
- Arc Reference Position: The knee vertex is located at 5cm above the 1/2 of the outseam, which is the area with the least movement of the human leg, and can minimize the arc deformation after wearing and washing, ensuring the consistency of mass production patterns;
- Front Panel Arc Pattern Making: Benchmark: inseam is inward 1.5cm from crotch to knee, outward 2.5cm from knee to hem; outseam is outward 1.5cm from crotch to knee, outward 2.5cm from knee to hem, forming a symmetrical 15° longitudinal arc; curvature reduced by 2°-3° for thin fabric, increased by 1°-2° for heavyweight fabric, increased by 1° for every 2 plus sizes;
- Back Panel Matching Pattern Making: The arc curvature of the inseam is completely matched with the front panel, the outseam has 0.5cm more ease than the front panel, and an additional 0.3cm ease for squatting scenarios to ensure no tightness during dynamic wearing;
- Symmetry Control Rule: In industrial mass production, the arc deviation of the left and right pant body is controlled within ±0.5cm, with matching cutting bed positioning holes and sewing alignment marks to control the cumulative tolerance of the assembly line.
(3) Leg Opening Structure Specification
- Size Distribution: The leg opening is 5cm larger than the knee width, 2cm for the front panel and 3cm for the back panel to ensure the arc drape; can be widened to knee +7-8cm for wide-leg style, reduced to knee +3cm for slim style;
- Rise Adjustment: 0.5cm rise at the inseam of the leg opening to solve the common industry problem of leg opening warping of arc pants, increased to 0.7-1cm for large leg openings;
- Raw Edge Reservation Rule: Benchmark 8cm reserved for normal wash (3cm overlocking +5cm raw edge); 9cm reserved for stone wash/light sandblasting (3cm overlocking +6cm raw edge); 10cm reserved for heavy enzyme wash/heavy distressing (3cm overlocking +7cm raw edge), covering the natural washing loss.
4.3 Shrinkage Calculation & Compensation Rules
(1) General Shrinkage Formula for Straight Cut Pieces
The fabric washing shrinkage must be measured before pattern making, and the straight cut pieces are calculated according to the following formula:
Pattern Net Size = Finished Target Size ÷ (1 – Measured Fabric Washing Shrinkage)
Example: Measured warp shrinkage 3%, finished outseam target 105cm, pattern outseam = 105 ÷ (1-0.03) = 108.25cm
(2) Special Shrinkage Compensation for Arc Cut Pieces
The warp and weft shrinkage of arc cut pieces is unevenly distributed, and special compensation must be implemented:
- At the knee arc vertex position, the warp shrinkage compensation is increased by an additional 0.5% on the basis of the general formula to avoid the offset of the arc vertex after washing;
- At the curvature inflection points of the inseam and outseam of the arc cut pieces, the weft shrinkage compensation is increased by an additional 0.3% to avoid the distortion of the arc after washing;
- For sulfur black denim, the shrinkage compensation of the whole cut piece is increased by an additional 0.5%-1% to cover the size change caused by fiber brittleness.
5. Sewing & Finishing Process Standard
5.1 Sewing Process Specification
- Equipment & Stitch Density Graded Standard: Double needle chain stitch machine for side seam, inseam and crotch, stitch density 9-10 stitches per 3cm for thin denim, 8-9 stitches per 3cm for medium-thick denim, 7-8 stitches per 3cm for heavyweight denim; double needle lockstitch machine for waistband; bar tack machine for reinforcement;
- Sewing Deformation Prevention: For sewing back crotch seam and arc side seam, use synchronous sewing machine with feed dog, preset 0.5cm sewing stretch compensation to avoid pattern deformation caused by fabric stretching; all arc seam positions are set with alignment notches to control the symmetry of left and right pieces;
- Key Stress Reinforcement: Double line reinforcement at the crotch, bar tack at the cross seam; 1 bar tack at the top and bottom of each belt loop; bar tack at both ends of the zipper; double bar tacks for all stress positions of heavyweight denim to ensure the strength of the finished garment.
5.2 Finishing Process Specification
- Pre-washing Process: After the garment is sewn, pre-wash in 40℃ warm water for 15 minutes to remove the floating color of the fabric and complete the final shrinkage release; add anti-brittle treatment agent for sulfur black denim pre-washing to inhibit the formation of acidic substances;
- Distressing Process: The raw edge of the leg opening is treated by stone wash + light sandblasting, the raw edge is uniform without loose thread; local heavy sandblasting is avoided on the arc pant body to prevent the arc deformation caused by fabric fiber damage;
- Pressing & Setting: Low temperature pressing after washing, focus on setting the arc structure of the pant body, waistband, and leg opening to ensure that the arc is straight without distortion, the waistband is flat without wrinkling, and the leg opening is without warping.

6. Finished Product Quality Inspection Standard
6.1 Factory Static Inspection Standard
- Size deviation: All core position dimensions meet the mass production tolerance requirements of this specification;
- Appearance quality: The left and right sides of the pant body are symmetrical, the arc is straight without distortion; no thread ends, stains, damage; the washing effect is uniform without color difference;
- Sewing quality: No skip stitch, floating thread, broken thread; all stress positions are reinforced, and the bar tack is firm without loosening;
- Compliance requirements: Fabrics and accessories meet the environmental and safety compliance standards of the corresponding countries/regions.
6.2 Stability Verification Standard
- Dynamic Wearing Test: The finished product must pass 30 squat tests, no crotch tightness, falling down, or leg line offset;
- Washing Stability Test: After 3 times of regular washing, the size deviation is ≤1.5%, the arc structure has no obvious deformation, and the fabric has no brittleness or tearing;
- Wearing Durability Test: After simulating 10 times of daily wearing, the pattern retention rate is ≥90%, and the seam position has no loosening or damage.
7. Q&A Entry
If you have technical questions about curved blade pants pattern making, size grading, denim fabric selection, washing process adaptation, you can submit your questions in the comment section or inquiry form. We will provide professional technical answers for different scenarios based on 20 years of experience in denim pattern making and production.→ Ask a Question
8. Copyright Notice
© 2026 Denim Encyclopedia. All Rights Reserved.
The original pattern system, scenario-based adjustment rules, and special technical solutions of this document are exclusive content, subject to the CC BY-SA 4.0 License. Anyone can freely share, modify, and commercially use it, only need to indicate the source “SkyKingdom Denim Encyclopedia”, and share derivative content under the same license. The general industry technologies involved in the document are public specifications of the denim industry, and no exclusive copyright claim is made.