


Who This Is For
Denim brand sourcing and product development teams, wash facility operators, garment factories, QA/QC managers, ODM/OEM project leads, and DTC/e-commerce brand owners dealing with color-related complaints and compliance requirements they don’t fully understand.
The Problem
Two categories of testing in denim consistently cause more commercial damage than brands expect — and both tend to be underinvested in during development, then discovered painfully after shipment.
The first is color fastness. A pair of dark indigo jeans photographs beautifully and the wash development looks perfect. Then consumers start reporting that their white sneakers turned blue, their light-colored handbag has indigo stains, their undershirt picked up dye from sweating. The reviews shift from “great color” to “stains everything it touches.” For deep-color denim — which is to say, for the majority of denim — color transfer during wear is the single most common source of quality complaints that testing could have predicted and development could have mitigated.
The second is chemical safety and environmental compliance. A brand develops a product, approves samples, ships bulk — and then a buyer rejects the shipment because it fails a restricted substances test, or a market regulator flags a chemical parameter the brand didn’t know was being monitored, or a retail platform requires a certification the brand never arranged. The product itself may be perfectly good as a garment. It simply can’t be sold because the compliance paperwork isn’t in order, or because a specific chemical parameter exceeds the limit set by a regulation the brand wasn’t tracking.
These two problem areas — color performance and chemical compliance — are different in nature but share a common cause when they go wrong: they weren’t built into the development process from the start. They were treated as final checkboxes rather than as design constraints that should shape decisions about dyeing, washing, and finishing from the beginning of the project.
I. The Standards Landscape: What Exists and How It’s Organized
Color fastness testing standards
Two parallel systems dominate global textile color fastness testing: the ISO 105 series and AATCC test methods. They test for the same properties using broadly similar principles, but with differences in specific procedures, equipment, and reporting conventions. Which system you use is typically determined by your buyer’s specification or your target market — European buyers tend to reference ISO; North American buyers tend to reference AATCC. Most accredited testing labs worldwide can perform both.
The ISO 105 series is a large family of standards, each part covering a different exposure condition. The parts most relevant to denim:
- ISO 105-C06 — Color fastness to domestic and commercial laundering. This tests whether the color changes or stains adjacent fabric after washing under specified conditions.
- ISO 105-X12 — Color fastness to rubbing (crocking). Tests color transfer when the fabric surface is rubbed with a standardized white cloth, both dry and wet. This is the single most critical color fastness test for denim.
- ISO 105-E04 — Color fastness to perspiration. Tests color stability when exposed to artificial acidic and alkaline perspiration solutions.
- ISO 105-B02 — Color fastness to artificial light (xenon arc). Tests resistance to fading under simulated sunlight exposure.
- ISO 105-E01 — Color fastness to water. Tests color behavior when exposed to water without detergent.
On the AATCC side, the commonly referenced methods for denim include:
- AATCC TM8 — Colorfastness to crocking (rubbing). The North American counterpart to ISO 105-X12.
- AATCC TM15 — Colorfastness to perspiration.
- AATCC TM16 — Colorfastness to light. (Note: TM16 has multiple options — the specific option, such as TM16.3 for xenon arc, should be specified.)
- AATCC TM61 — Colorfastness to laundering.
- AATCC TM107 — Colorfastness to water.
How color fastness results are reported: the grey scale
This is fundamental to reading any color fastness test report, yet routinely unfamiliar to brand-side teams who haven’t worked directly with lab results.
Color fastness results are rated on a 1 to 5 grey scale, where 5 is the best (no change or no staining) and 1 is the worst (severe change or heavy staining). Half grades (e.g., 3-4, 2-3) are used. The grey scale system is defined in:
- ISO 105-A02 — Grey scale for assessing change in color (how much the tested specimen itself changed)
- ISO 105-A03 — Grey scale for assessing staining (how much color transferred to the adjacent white test cloth)
When a test report says “wet crocking: 2-3,” it means that the standardized white rubbing cloth picked up a visible amount of color — corresponding to a moderate level of staining. Whether 2-3 is acceptable depends entirely on the buyer’s specification for that product type. There is no single universal pass/fail threshold that applies to all textiles.
For context on what these numbers mean in practice for denim specifically: a grey scale rating of 4 or higher for wet crocking on dark indigo denim would be excellent and relatively unusual without significant finishing intervention. A rating of 2-3 is common for dark indigo denim and is accepted by many buyers as realistic for the product category. A rating of 1-2 would typically be considered a failure even by buyers who accommodate denim’s inherent characteristics. But — and this is critical — these are general observations, not rules. The only number that matters for your specific project is the number your specific buyer wrote into their specification.
Chemical safety and environmental compliance standards
Chemical compliance in textiles operates on three distinct levels that are frequently confused with each other. Understanding which level a given requirement belongs to prevents the kind of miscommunication that leads to wrong tests, wrong certifications, and shipments that get rejected.
Level 1: Finished product safety — “Is the product safe for the consumer to wear?”
OEKO-TEX® STANDARD 100 is the most widely recognized system at this level. It tests finished textile products for a defined list of harmful substances — including regulated chemicals, pesticides, heavy metals, formaldehyde, certain phthalates, and more — and certifies that they fall below established limits. Products can be certified at various stages (yarn, fabric, finished garment), with limit values calibrated to the product’s intended use (baby products have stricter limits than outerwear, for example).
Level 2: Manufacturing process chemical management — “Are the right chemicals being used in production?”
The ZDHC Manufacturing Restricted Substances List (MRSL) operates at this level. Unlike product testing, which analyzes what’s in the finished garment, the MRSL focuses on what chemical formulations are being used during manufacturing — dyeing, finishing, washing, printing. Its purpose is to eliminate hazardous chemicals at the source rather than testing for their residues in the finished product. Major brands (Nike, adidas, H&M, Inditex, and others) reference the ZDHC MRSL in their supply chain requirements.
A related tool: ZDHC Gateway provides a database of chemical formulations that have been screened against the MRSL, helping factories select compliant chemicals for production.
Level 3: Market-specific regulations — “What does the law require in the country where this product will be sold?”
This is where it becomes legally binding rather than voluntary. The most significant regulatory framework for textiles sold in Europe is REACH (Registration, Evaluation, Authorization and Restriction of Chemicals), administered by ECHA (European Chemicals Agency). REACH has several components relevant to denim:
- Annex XVII (Restrictions): This is the operationally most important part for denim suppliers. It contains specific restrictions on substances in products placed on the EU market. Entry 43 restricts azo dyes that release any of 22 carcinogenic aromatic amines above 30 mg/kg — directly relevant to denim dyeing. Entry 72 restricts certain CMR (carcinogenic, mutagenic, reprotoxic) substances in textiles and footwear.
- Candidate List (SVHC — Substances of Very High Concern): A continuously updated list of substances identified as particularly hazardous. Suppliers have information obligations when products contain Candidate List substances above 0.1% by weight.
Other market-specific requirements include the US Consumer Product Safety Improvement Act (CPSIA) — particularly relevant for children’s products, with lead content limits — and various national regulations in markets like Japan, South Korea, and China, each with their own restricted substance lists and limit values.
These three levels are not interchangeable. Having OEKO-TEX certification doesn’t automatically mean you meet ZDHC MRSL requirements (different scope — product vs. process). Meeting ZDHC MRSL requirements doesn’t automatically mean you satisfy REACH obligations (different legal basis). And none of these replace each other or make the others unnecessary. A brand selling into the EU market while supplying a major retailer that references ZDHC may need to address all three levels simultaneously.
II. Why Denim Is Inherently More Problematic for Color Fastness Than Most Other Textiles
This is not a quality control failure or a development oversight. It is a fundamental characteristic of how indigo dye interacts with cotton fiber, and understanding it is essential to making reasonable decisions about color fastness targets and finishing strategies.
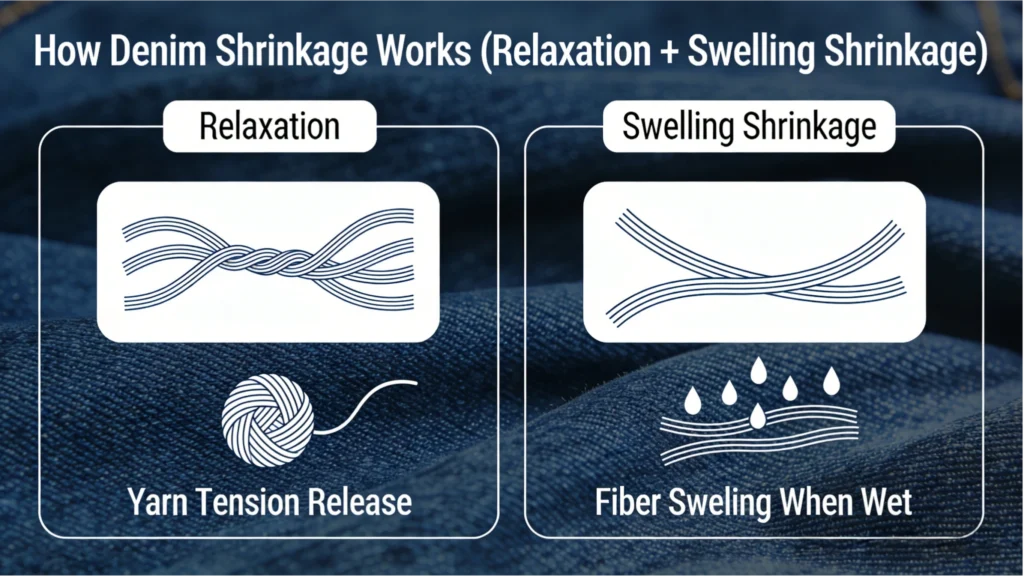
The ring-dyeing mechanism
Indigo dye — the defining colorant of blue denim — bonds only to the outer surface of the cotton fiber. It does not penetrate to the fiber core. If you cross-section an indigo-dyed yarn under a microscope, you see a blue ring around a white center. This is called ring dyeing, and it is the single most important fact about denim color behavior.
Ring dyeing is what makes denim fade the way it does. When the surface is abraded through wear or washing, the indigo layer is progressively removed, exposing the white cotton core underneath. This creates the whiskers, honeycombs, stacking marks, and all the other wear patterns that define denim’s aesthetic identity. Without ring dyeing, denim wouldn’t be denim — it would just be blue fabric.
But ring dyeing is also what makes denim transfer color so readily. Because the indigo sits on the fiber surface rather than being locked into the fiber interior, it’s physically exposed to anything that contacts the fabric. Rubbing, moisture, perspiration, and pressure all facilitate transfer of surface indigo particles onto other materials. This is not a defect that can be fully engineered away — it’s an inherent consequence of the same dyeing mechanism that gives denim its desirable visual properties.
What this means for color fastness testing
Wet crocking will always be denim’s weakest color fastness parameter. The combination of surface-bonded dye + moisture + mechanical rubbing is the worst-case scenario for indigo retention. Dark indigo denim achieving a grey scale rating of 4 or higher on wet crocking without aggressive fixing treatment is unusual. This is why many buyers set lower wet crocking requirements for denim than for other fabric categories — not because they accept poor quality, but because they understand the material’s inherent behavior.
Dry crocking is typically better than wet crocking by 1-2 grey scale grades, because moisture is the key accelerator of indigo transfer.
Wash fastness improves after the first few wash cycles, because the loosest surface indigo particles are removed early. A garment that performs poorly on wash fastness in its first wash may perform significantly better by the third or fourth wash. This is relevant to both testing strategy and consumer communication — some brands include care instructions that explicitly recommend washing the jeans alone for the first few washes.
Perspiration fastness is the sleeper problem. In hot weather, the combination of moisture (sweat), body heat, pressure (sitting), and extended contact time creates ideal conditions for color transfer. Indigo transferring onto car seats, office chairs, light-colored upholstery, and light-colored undergarments is one of the most persistent real-world consumer complaints about dark denim — and one that brands frequently undertest for.
Sulfur-dyed denim (black and colored denim)
Black denim is typically dyed with sulfur dyes rather than indigo. Sulfur dyes penetrate the fiber more deeply than indigo, so the ring-dyeing effect is less pronounced. However, sulfur-black denim has its own color fastness profile: wet crocking can still be problematic (though usually somewhat better than dark indigo), and sulfur dyes can be susceptible to gas fading — a gradual color shift caused by atmospheric pollutants (NOx, ozone), particularly in storage or display environments. Some sulfur blacks develop a reddish or greenish cast after gas exposure.
Overdyed denim (indigo base with sulfur top-dye, or vice versa) has a more complex fastness profile because the two dye systems may behave differently under the same test conditions. Testing each fastness parameter separately and not assuming that the indigo behavior predicts the combined behavior is important for these products.
III. The Fundamental Tension: Denim Aesthetics vs. Color Fastness Performance
This is the section most testing guides avoid writing, but it’s where the most consequential product decisions get made.
Denim’s commercial value is substantially derived from its color behavior — fading, aging, wash-down effects, contrast patterns. These are all manifestations of color instability. A perfectly color-fast denim would not fade, would not develop wear patterns, would not wash down from dark to light. It would, in other words, lose most of what makes denim visually interesting.
At the same time, color that transfers onto other surfaces (skin, other garments, furniture, accessories) is a quality defect from the consumer’s perspective. No amount of “but that’s how indigo works” will satisfy a customer whose white leather handbag now has blue stains.
This creates a genuine engineering tradeoff, not a problem with a clean solution:
Fixing agents: what they do and what they cost you
Cationic fixing agents can be applied during finishing to improve color fastness — particularly wet crocking. They work by forming a film or cross-links on the fiber surface that help retain loose dye particles. A well-executed fixing treatment can improve wet crocking by 0.5 to 1.5 grey scale grades.
The tradeoffs:
- Hand feel change: Fixing agents can stiffen the fabric or alter its surface feel. On products where soft hand feel is a selling point, this may be unacceptable or require compensating softener treatment.
- Formaldehyde risk: Some fixing agent chemistries — particularly older melamine-based formulations — can release formaldehyde. This creates a direct conflict between improving one test parameter (crocking) and potentially failing another (formaldehyde content). Non-formaldehyde fixing agents exist and are increasingly standard, but they need to be specified explicitly.
- Durability: Some fixing treatments are not durable through multiple wash cycles. A garment that passes crocking testing after finishing may not maintain that performance after the consumer’s fifth or tenth wash, as the fixing agent gradually washes out.
- Fade behavior alteration: Heavy fixing can reduce the denim’s ability to develop natural wear patterns. If your brand sells on the promise of beautiful aging and fade development, aggressive fixing may undermine that proposition.
- Cost: Fixing adds a processing step, chemical cost, and potentially an additional quality control test to verify the treatment’s effectiveness and chemical safety.
The practical implication: there is no universal “right answer” to how much fixing to apply. The correct balance depends on the buyer’s color fastness requirement, the product’s aesthetic positioning, the target consumer’s expectations, and the chemical compliance framework the product needs to meet. A heritage brand selling raw selvedge denim to enthusiasts who expect and want color transfer will make a different decision than a mass-market brand selling pre-washed dark jeans through e-commerce to consumers who will complain if their sofa turns blue.
Consumer expectations vary more than test specifications suggest
A raw denim buyer who pays $200+ for unsanforized selvedge jeans fully expects those jeans to bleed indigo onto everything for the first several months. They consider it part of the experience. Many will soak their new jeans in a bathtub and watch the water turn dark blue with satisfaction, not alarm.
A mainstream consumer who buys $40 jeans from an online retailer and finds blue stains on their car seat will file a complaint and a return.
Same dye, same fiber, same mechanism — completely different commercial outcomes based on consumer context. This is why color fastness specifications should be set with the end consumer in mind, not just with a generic industry benchmark.
IV. Specific Chemical Safety Parameters Most Relevant to Denim
The original article discussed chemical compliance frameworks (OEKO-TEX, ZDHC, REACH) without identifying the specific substances and parameters most likely to cause problems in denim production. Here are the ones that matter most:
Azo dyes releasing restricted aromatic amines
This is the single most important chemical safety parameter in denim dyeing. Certain azo dyes — a broad class of synthetic dyes that includes some used in denim production — can chemically decompose (reductive cleavage) to release aromatic amines, some of which are classified as carcinogenic.
REACH Annex XVII Entry 43 prohibits the placing on the EU market of textile articles that may release any of 22 listed aromatic amines at concentrations above 30 mg/kg. This is a hard legal limit, not a guideline. Testing is performed according to EN 14362-1 (non-leather textiles) and the analytical method specifically detects the listed amines after reductive cleavage of any azo dyes present.
For denim specifically: standard indigo is not an azo dye and does not present this risk. However, azo-based dyes may be used in colored denim, in sulfur overdyes, in pocket lining fabrics, in contrast stitching thread, or in printed labels and trims. The restriction applies to the entire article, not just the shell fabric — a pair of jeans with compliant denim but non-compliant pocket bags would fail.
Formaldehyde
Formaldehyde can be present in denim products as a residue from resin finishes (used for wrinkle-free treatments, permanent creases, and some wash-effect stabilization), fixing agents, and certain coating or bonding adhesives. It is one of the most commonly tested parameters in textile safety testing globally.
Limit values vary by market and product category. OEKO-TEX STANDARD 100 sets different formaldehyde limits for different product classes — baby products have the strictest limits (typically 16 mg/kg), while products with no direct skin contact have more relaxed limits. Many national regulations set their own values. China’s GB 18401 mandatory standard specifies formaldehyde limits by product category. Japan’s regulation under the Act on Control of Household Products Containing Harmful Substances effectively requires near-zero formaldehyde for products intended for infants.
For denim: if your product uses any resin-based finish, any cationic fixing agent, or any bonded trim/label, formaldehyde testing should be in your standard test protocol. The risk isn’t theoretical — formaldehyde failures on denim products are not uncommon, particularly when finishing chemistry is changed between sample and bulk without re-testing.
Heavy metals
Certain heavy metals (lead, cadmium, chromium VI, nickel, mercury, and others) can be present in textile products through dye systems, finishing chemicals, metal hardware (rivets, buttons, zippers), and coatings. OEKO-TEX, REACH, CPSIA, and various national standards all include heavy metal limits.
For denim specifically: the fabric itself is typically lower risk for heavy metals than the hardware. Rivets, buttons, and snap fasteners — particularly those with plating or coating — should be tested. Nickel release is particularly relevant for metal components that may contact skin, regulated under REACH Annex XVII Entry 27. Lead content in children’s products is regulated under CPSIA in the US with strict limits (100 ppm total lead in substrate materials).
pH value
Fabric pH is a basic safety parameter that reflects residual alkalinity or acidity from dyeing, washing, and finishing processes. Strongly acidic or alkaline fabrics can irritate skin. Most product safety standards and many buyer specifications include pH range requirements — typically pH 4.0 to 7.5 for skin-contact textiles, with some variation by standard and product category.
For denim: wash processes that involve strong bleaching or heavy enzyme treatment can shift pH. Neutralization should be confirmed in the final garment, not assumed. pH testing is simple and inexpensive and should be included in every standard test package.
Alkylphenol ethoxylates (APEOs)
APEOs — specifically nonylphenol ethoxylates (NPEOs) and octylphenol ethoxylates (OPEOs) — are surfactants historically used in textile wet processing (scouring, dyeing, finishing). They are persistent environmental pollutants and endocrine disruptors. REACH restricts their presence in textile articles above specified limits (Annex XVII Entry 46a for nonylphenol ethoxylates). ZDHC MRSL lists them as prohibited for intentional use in manufacturing.
For denim: APEOs can enter the product through the mill’s wet processing chemicals. Because the restriction is at very low limits and APEOs are widespread in older chemical formulations, this is a parameter that requires active management of the chemical supply chain, not just finished product testing. A factory that hasn’t specifically switched to APEO-free chemistry may fail this parameter even if every other test passes.
V. Prioritization: Which Tests Matter Most for Which Products
The technically complete answer is “test everything the buyer requires and the target market regulates.” The practically useful answer recognizes that development budgets and timelines are finite, and that some parameters represent higher risk than others for specific product types.
Color fastness priorities by product type
| Product Type | Highest-Priority Color Fastness Tests | Why These Specifically | Realistic Performance Expectations |
|---|---|---|---|
| Dark indigo denim (unwashed or light rinse) | Wet crocking, dry crocking, perspiration, wash | Maximum surface indigo = maximum transfer risk. This is denim at its highest-risk state for color transfer. | Wet crocking 2-3 is typical; 3 is good; 3-4 is excellent. Dry crocking usually 1-1.5 grades better than wet. Wash fastness improves after first few cycles. |
| Dark indigo denim (medium to heavy wash) | Wet crocking, perspiration, wash | Washing has already removed the loosest surface indigo, reducing but not eliminating transfer risk | Generally 0.5-1 grade better than unwashed on crocking, because the most mobile dye particles have been washed away |
| Black denim (sulfur-dyed) | Wet crocking, perspiration, wash, plus gas fading if displayed in retail | Sulfur dyes have different fastness profile than indigo; gas fading is a specific risk for sulfur blacks | Wet crocking typically somewhat better than dark indigo but still problematic; gas fading risk depends on storage/display environment |
| Light wash / heavy vintage treatment | Wash, light, crocking | Heavy processing may have degraded fiber surface, potentially exposing residual chemicals; light fastness matters more because lighter shades show color change more visibly | Crocking is usually less of an issue (less surface dye remaining); light fastness becomes more relevant |
| Children’s denim | All standard parameters, with stricter limits | Regulatory requirements are stricter for children’s products across virtually all markets; buyer specifications reflect this | Expect buyer specs 0.5-1 grade stricter than adult product specs for the same parameters |
| Denim with contrast elements (white or light-colored panels, stitching, trims) | Staining assessment on adjacent fabrics (wash fastness staining component) | Internal staining — dark dye transferring to light elements within the same garment — is extremely visible and nearly impossible to correct after the fact | If the design includes dark and light elements in direct contact, expect this to be the most challenging fastness issue in development |
Chemical safety priorities by market and buyer type
| Scenario | Minimum Chemical Testing Typically Required | Additional Requirements to Confirm |
|---|---|---|
| Selling to EU market (direct or through retailers) | REACH Annex XVII restricted substances (especially azo amines, nickel release on hardware, APEO); formaldehyde; pH | SVHC Candidate List obligations if articles contain listed substances >0.1% w/w; specific buyer requirements may exceed regulatory minimums |
| Selling to US market | CPSIA requirements (especially lead for children’s products); California Proposition 65 (broad scope, affects labeling obligations); formaldehyde | Individual retailer requirements vary widely — Walmart, Target, Amazon each have their own testing packages that may exceed federal requirements |
| Supplying a major brand that references ZDHC | ZDHC MRSL compliance at manufacturing level; finished product RSL (the brand’s own restricted substance list, often derived from or extending ZDHC) | Some brands require ZDHC wastewater testing (ZDHC Wastewater Guidelines); some require chemical inventory disclosure from factories |
| Seeking OEKO-TEX® STANDARD 100 certification | Full OEKO-TEX parameter list for the relevant product class (testing performed by authorized OEKO-TEX lab) | Annual recertification; certification applies to the specific product/material tested, not to the factory generally |
| Small DTC brand, primary markets unclear | At minimum: azo amines, formaldehyde, pH, heavy metals on hardware, APEOs | This is the “minimum viable” chemical testing package. It doesn’t satisfy any specific certification but covers the parameters most likely to cause a regulatory or consumer safety issue |

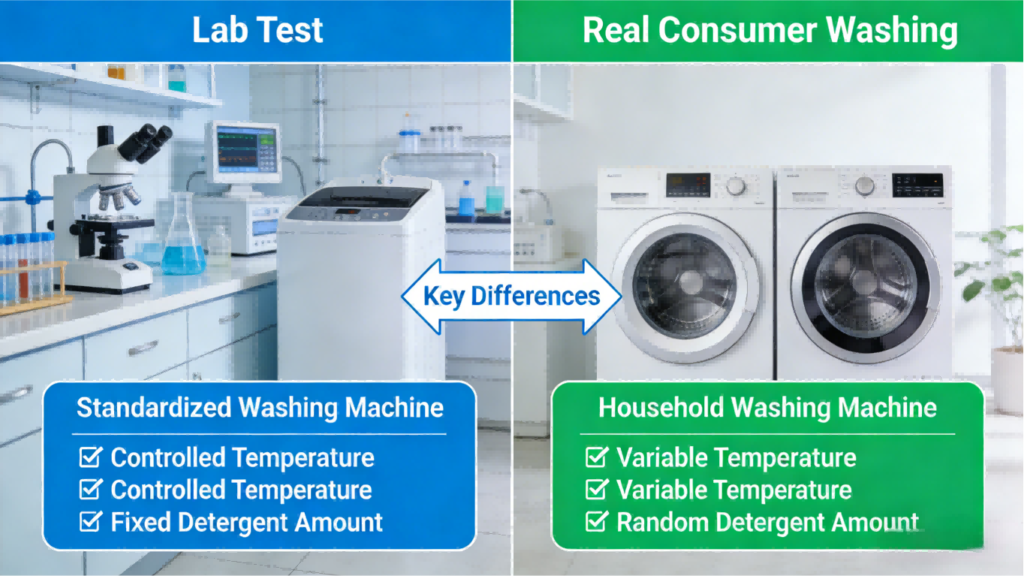
VI. The Gap Between Lab Results and Field Reality

The same category of problem that affects shrinkage testing affects color fastness testing: lab conditions are standardized for reproducibility, not for predicting every real-world scenario.
The crocking test doesn’t replicate actual use conditions
AATCC TM8 and ISO 105-X12 rub a standardized white cotton cloth against the test fabric under standardized pressure for a standardized number of strokes. This is a consistent, comparable measurement. But a consumer’s light-colored leather handbag rubbing against their jeans on a humid day involves a different substrate material, different pressure distribution, different moisture level, different contact duration, and different surface chemistry than the lab test.
A fabric can pass crocking testing at a buyer-acceptable level and still transfer color to a consumer’s white leather bag. This doesn’t mean the test was wrong — it means the test measures a defined condition, and the consumer encountered a different condition. Brands that sell dark denim should consider this residual risk in their care instructions and customer service preparation, rather than assuming a passing test result eliminates all color transfer complaints.
Test samples may not represent bulk production
Color fastness testing is performed on a sample from a specific dyeing lot, finished under specific conditions. In bulk production:
- Dye concentration may vary slightly between dye lots
- Wash process parameters (time, temperature, chemical concentration, mechanical action) may vary between wash loads
- Finishing chemical application (including fixing agents) may not be perfectly uniform across every garment in a batch
- Different positions within a washing machine or dryer may experience different treatment intensity
The result: a passing test on a lab sample provides confidence that the process is capable of meeting the specification. It does not guarantee that every garment in a 5,000-piece order meets the specification. This is why production QC should include periodic color fastness checks during bulk production, not just a single pre-production test.
Garment-level behavior can differ from fabric-level testing
This parallels the shrinkage testing issue from the previous article. A fabric sample tested in the lab may give different color fastness results than the same fabric after it’s been cut, sewn, and garment-washed — because the garment wash process itself (stone wash, enzyme treatment, bleaching, softening, tumble drying) further modifies the fabric surface and dye state.
For washed denim products, color fastness should be evaluated on the finished garment after the final wash treatment, not on the raw fabric or an intermediate state. The fabric-level test is useful for early screening, but the commercially relevant result is the garment-level result.
VII. Is Light Fastness Actually Important for Denim?
A genuine question worth asking, because it challenges an assumption embedded in many standard test packages.
Light fastness testing (AATCC TM16 / ISO 105-B02) exposes fabric to high-intensity artificial light — typically a xenon arc lamp — for extended periods, simulating prolonged sunlight exposure. This is unquestionably important for textiles used in applications with sustained light exposure: upholstery, curtains, outdoor apparel, and retail display.
For jeans that are worn, washed, stored in a closet, and worn again? The amount of sustained direct light exposure a pair of jeans receives in normal use is relatively modest compared to, say, a sofa cushion or a retail window display.
That said, light fastness does matter in two specific denim scenarios:
- Retail display: Jeans hung on store walls, displayed in lit windows, or kept under strong showroom lighting for weeks or months can show visible light fading — particularly unevenly, with the exposed face fading differently from the hidden back. This damages sell-through on the displayed piece.
- Outdoor-oriented products: Denim jackets, shorts, and other items with high sun exposure during wear benefit from reasonable light fastness to avoid asymmetric fading (e.g., one leg fading more than the other due to sun exposure patterns).
For most standard jeans in a normal retail and consumer-use cycle, light fastness is a lower priority than crocking, wash fastness, and perspiration fastness. This doesn’t mean it should be ignored — but if budget forces prioritization, light fastness is usually the first to defer, not the last.
VIII. The Cost Question: What’s the Minimum Viable Testing Program?
Comprehensive testing — full color fastness suite, OEKO-TEX certification, ZDHC MRSL compliance audit, REACH Annex XVII full screening — costs real money and takes real time. For established brands with dedicated QA teams and long-standing lab relationships, this is built into the operating model. For smaller brands, DTC startups, and e-commerce sellers operating on thin margins and fast timelines, “test everything” may not be financially realistic.
So what’s the minimum that’s responsible?
Minimum color fastness testing for denim:
- Wet and dry crocking (AATCC TM8 or ISO 105-X12) — non-negotiable for any denim product
- Wash fastness (AATCC TM61 or ISO 105-C06) — non-negotiable
- Perspiration fastness (AATCC TM15 or ISO 105-E04) — strongly recommended for any medium-to-dark denim, especially for warm-weather products
- Light fastness and water fastness — include if the buyer requires them or if the product category warrants them; otherwise, these can be deferred in the first round
Minimum chemical safety testing for denim:
- Azo dyes releasing restricted amines — if selling to any regulated market, this is non-negotiable
- Formaldehyde content — non-negotiable if any resin finish, fixing agent, or bonded component is used
- pH value — simple, cheap, catches obvious processing failures
- Heavy metals on metal hardware (rivets, buttons, snaps) — non-negotiable if selling to EU (nickel) or for children’s products in the US (lead under CPSIA)
This is the baseline — the minimum below which you’re taking on unquantified risk. As the brand grows, order volumes increase, and market reach expands, the testing program should grow with it.
IX. Common Pitfalls
Pitfall 1: Approving color based on visual appearance without testing fastness
What happens: The development team focuses on getting the color shade, wash effect, and visual contrast right. The sample looks beautiful. Testing is either skipped (“we’ll do it before shipment”) or limited to the wrong parameters. Production proceeds.
Consequence: Consumer complaints about color transfer begin arriving within weeks of launch. Dark denim staining light-colored items is the most common complaint pattern. By the time the problem is identified through customer feedback, thousands of units have shipped.
Prevention: For any medium-to-dark denim, wet crocking and perspiration fastness testing should be completed and results reviewed before production approval — not before shipment, before production. Knowing the result after you’ve already made 10,000 pairs is knowing too late.
Recovery: If bulk is already produced and fails crocking requirements, options are limited and none are good: re-wash with fixing treatment (adds cost, may alter hand feel and appearance), sell with enhanced care instructions and accept higher complaint rates, or hold the shipment and absorb the inventory cost. All three are more expensive than testing during development.
Pitfall 2: Conflating OEKO-TEX, ZDHC, and REACH into a single “eco” category
What happens: The team’s internal language treats “eco compliance” or “green certification” as a single checkbox. When a buyer asks “Do you meet REACH requirements?” the team responds with an OEKO-TEX certificate. When asked about ZDHC MRSL, they present a finished-product test report.
Consequence: The buyer receives documentation that doesn’t answer their question. At best this creates delays while the correct documentation is assembled. At worst the shipment is rejected because the required compliance evidence was never generated in the first place.
Prevention: Train the team to distinguish three levels: finished product safety testing (OEKO-TEX, buyer RSL), manufacturing process chemical management (ZDHC MRSL, chemical inventory), and market-specific regulatory compliance (REACH, CPSIA, etc.). When a buyer states a requirement, identify which level it belongs to and respond with documentation at the correct level.
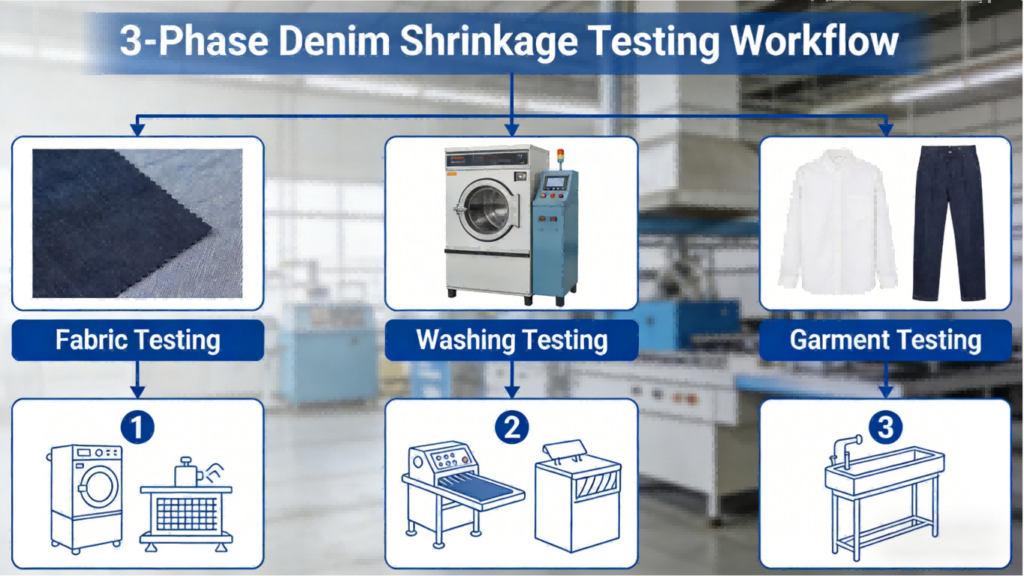
Pitfall 3: Testing fabric but not the finished garment
What happens: Color fastness testing is performed on fabric before cutting, or on fabric at the mill. Results pass. Garment production proceeds including a wash treatment that substantially modifies the fabric’s dye state. No testing is performed on the finished garment.
Consequence: The garment wash process — particularly heavy enzyme washes, bleaching, or aggressive mechanical treatments — changes the amount and distribution of surface dye. A fabric that tested at grey scale 3 for wet crocking before garment wash might test at 2-3 or worse after a heavy wash treatment that leaves more loose surface particles. Alternatively, a well-executed garment wash with proper rinsing might actually improve crocking because loose particles are washed away. Either way, the fabric-level test no longer represents the product the consumer receives.
Prevention: For any washed denim product, perform color fastness testing on the finished garment after the final wash treatment. Use fabric-level testing for early screening and supplier qualification, but gate production approval on garment-level results.
Pitfall 4: Improving crocking by adding fixing agents without checking formaldehyde
What happens: Wet crocking results on initial samples are below the buyer’s requirement. The factory adds a cationic fixing agent to improve the score. Crocking improves. Nobody re-tests for formaldehyde.
Consequence: The product now passes crocking but may fail formaldehyde testing — trading one compliance issue for another. Some fixing agent chemistries release formaldehyde, and the factory may not know (or disclose) the specific chemistry of the product they’re using.
Prevention: Any time a finishing chemical is added or changed — particularly fixing agents, resin finishes, and coatings — re-test the relevant chemical safety parameters, not just the parameter the change was intended to improve. Confirm with the chemical supplier that the fixing agent is formaldehyde-free, and verify through testing rather than trusting the claim alone.
Pitfall 5: Assuming that passing a test today means passing it in six months
What happens: A test report is generated during initial development. Six months later, bulk production uses a different dye lot, a slightly modified wash recipe, or a finishing chemical substitution (perhaps because the original chemical is out of stock). Nobody re-tests because “we already have a report.”
Consequence: The production conditions no longer match the tested conditions. The report no longer represents the product. If the buyer or a regulator audits the product, the report is invalid as evidence of current compliance.
Prevention: Define trigger events that require re-testing: new fabric batch, new dye lot, wash recipe change, finishing chemical change, factory change. An existing test report is evidence that a specific sample met specific requirements at a specific point in time — nothing more.
Pitfall 6: Testing only the shell fabric and forgetting components
What happens: The denim shell fabric is comprehensively tested. Pocket bag fabric, waistband lining, label patches, elastic waistband components, and hardware are not tested.
Consequence: The product fails a chemical safety audit because the polyester pocket bag contains APEO residues from its own finishing process, or a metal button releases nickel above the REACH limit, or a leather brand patch contains chromium VI above the limit. The denim itself is fully compliant — the failure comes from a component nobody thought to test.
Prevention: Chemical safety testing requirements apply to the entire article, not just the primary fabric. Ensure that trims, linings, labels, hardware, and all subsidiary materials are either tested individually or covered by supplier declarations backed by test data.
X. Testing Timing Within the Development Process
The sequence matters. Testing at the wrong stage — or only at one stage — creates gaps.
During fabric sourcing / development
Request color fastness data from the fabric supplier for the specific fabric being considered. If they can’t provide it, test before committing to bulk fabric purchase. This is the first filter: if the fabric’s baseline fastness profile isn’t within workable range, no amount of garment-level finishing will fix it. Also request chemical safety declarations or test data for the fabric — particularly azo amines, formaldehyde, and pH.
After wash recipe development
Once the garment wash recipe is finalized, test the washed garment for all color fastness parameters required by the buyer. This is the most commercially relevant test point because it represents the product in its delivery state. If results don’t meet requirements, this is the stage to adjust — change the wash recipe, add or modify fixing treatment, change the rinse protocol.
During bulk production
Periodic spot-checking of color fastness on production garments. Not every piece, but enough to confirm that production consistency is maintained. This is particularly important when production spans multiple wash loads, multiple days, or multiple dye lots.
Before shipment
Final confirmation testing per the buyer’s inspection protocol. By this point, there should be no surprises — this is verification, not discovery. If this is the first time color fastness is being tested in the project, something has gone wrong much earlier in the process.
XI. FAQ
1. Is some color transfer from denim normal, or is it always a defect?
Some degree of color transfer is inherent to indigo-dyed denim — it’s a consequence of the ring-dyeing mechanism that also gives denim its desirable fade characteristics. Whether a specific level of transfer is “acceptable” depends on the buyer’s specification, the consumer’s expectations, and the use context. What isn’t acceptable is selling a product without knowing its crocking performance and being surprised by complaints.
2. Which color fastness parameter causes the most consumer complaints for denim?
Wet crocking and perspiration fastness, particularly for dark indigo and dark-washed denim. Color transfer onto light-colored items (shoes, bags, furniture, undergarments) during wear is the dominant complaint pattern. Wash fastness complaints are less common because most consumers expect some color loss during washing; they don’t expect their white sneakers to turn blue from sitting down.
3. What’s the difference between OEKO-TEX® STANDARD 100 and ZDHC MRSL?
Different scope and purpose. OEKO-TEX® STANDARD 100 tests finished products for harmful substance content — it answers “is this product safe to wear?” ZDHC MRSL manages manufacturing chemicals — it answers “are we using safe chemicals in our production process?” You can have an OEKO-TEX-certified product made in a factory that doesn’t follow ZDHC MRSL, or a ZDHC-compliant factory producing a product that hasn’t been OEKO-TEX-tested. They complement each other but don’t substitute for each other.
4. If I have OEKO-TEX certification, am I automatically REACH-compliant?
Not automatically, though there is significant overlap in the substances tested. OEKO-TEX STANDARD 100 covers many of the same parameters as REACH Annex XVII restrictions. However, REACH has specific obligations (particularly around SVHC notification and communication in the supply chain) that OEKO-TEX certification alone doesn’t address. For EU market compliance, treat REACH requirements as a separate checklist item rather than assuming OEKO-TEX covers everything.
5. Why is formaldehyde a concern in denim? Isn’t denim just cotton and indigo?
The base denim fabric typically has no formaldehyde issue. Formaldehyde risk enters through finishing chemistry — resin treatments (wrinkle-free, permanent crease), certain fixing agents, bonding adhesives on labels and patches. If your denim product involves any chemical finishing beyond basic washing, formaldehyde should be on your test list.
6. Can I improve wet crocking without affecting hand feel or fade development?
Partially. A well-chosen non-formaldehyde fixing agent at moderate application level can improve wet crocking by 0.5-1 grade with minimal hand feel impact. But there’s always a tradeoff: any treatment that helps retain surface dye will, to some degree, reduce the dye’s mobility — which is the same mobility that creates fade patterns during wear. Heavy fixing that delivers excellent crocking numbers will produce denim that fades more slowly and less dramatically. The right balance depends on your product positioning.
7. My buyer asks for color fastness to “international standards” without specifying which. What should I do?
Ask them to specify. “International standards” is not a test method. You need to know: which specific standard (AATCC TM8 or ISO 105-X12 for crocking, for example), which specific test conditions within that standard, and what grey scale rating is required for pass. Without this information, any test result you generate may or may not match what the buyer expects. Get the specification in writing before testing, not after a dispute.
8. Do I need to test every color in my collection, or can I test one and assume the rest are similar?
Different colors use different dye systems with different fastness profiles. Indigo blue, sulfur black, and colored denim (using reactive or direct dyes) will perform differently on the same fastness tests. At minimum, test each distinct dye system in your collection. If you have multiple shades within the same dye system (e.g., several different indigo wash-down levels), testing the darkest shade is usually sufficient for crocking and staining parameters, since darker shades represent the worst case.
9. How often should testing be repeated on ongoing production styles?
At minimum: whenever a process variable changes (new dye lot, new wash recipe, new finishing chemical, new factory). For stable, continuous production with no process changes, periodic verification testing — quarterly, or per production season, or per defined production quantity — is good practice. The specific frequency should be agreed with your buyer as part of the quality assurance protocol.
Write the color fastness requirements and chemical safety requirements into the product development brief at the start of the project, not at the end. When the QA team, the wash developer, the finishing technician, and the supplier all know the targets from day one, they make different decisions than when a test requirement appears as a surprise after bulk production. Testing should verify that the process achieved its targets. It should not be the first time anyone discovers what the targets are.
XII. Reference Sources
- ISO 105 series — Textiles: Tests for colour fastness (including Part C06: Laundering, Part X12: Rubbing, Part E04: Perspiration, Part B02: Artificial light, Part E01: Water, Part A02: Grey scale for color change, Part A03: Grey scale for staining)
- AATCC Test Methods (including TM8: Crocking, TM15: Perspiration, TM16: Light, TM61: Laundering, TM107: Water)
- OEKO-TEX® STANDARD 100
- ZDHC Manufacturing Restricted Substances List (MRSL)
- ECHA — REACH Candidate List (SVHC)
- ECHA — REACH Annex XVII Restrictions