


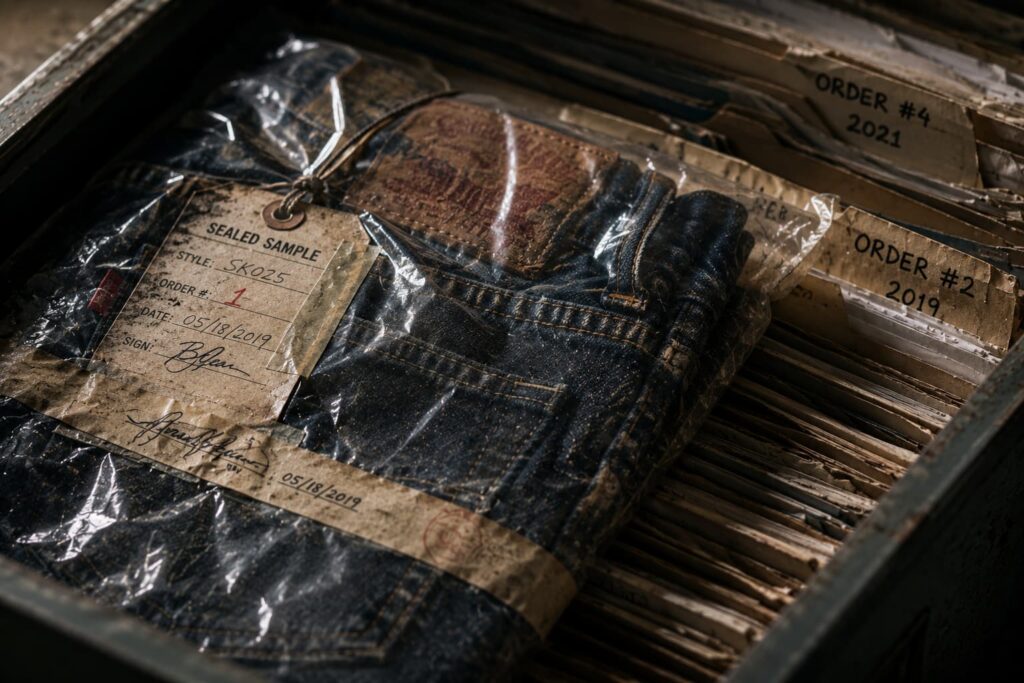
Before you reorder a denim style that is selling, you need to own — not assume the factory is holding — a reorder file: a sealed golden sample, a physical shade band, the fabric/mill/dye lot records, the written wash recipe with its actual execution parameters, and the versioned pattern and size spec. This matters most if you are a scaling brand placing weekly reorders at 20,000+ units a season, because at that volume “same as last order” is not an instruction a factory can reliably act on — it is a request to reproduce a result that no longer has any evidence behind it. A reorder file is the practice of keeping the physical and documentary proof behind order #1, so order #4 can be verified against it rather than just re-requested and hoped for.
The reorder you think you placed vs. the reorder you actually placed
Most brands believe the hard part of a winning style is behind them once it sells through. The product works, the customer loves it, the factory made it once — so the reorder feels like the safe, boring part. It is the opposite. The first order was made with everyone paying close attention: the sample room, the wash technician, the QC inspector, you. The reorder is made months later, possibly on a new fabric lot, possibly by a different line, possibly after the one technician who remembered your wash has moved on.
When you send “please reorder Style 214, same as last time,” you are picturing the jeans your customers are wearing. The factory is picturing whatever is still in their system under that style number — which may be a tech pack, may be a pattern file someone adjusted mid-run, may be a fabric described only as “12 oz stretch denim” with no lot attached. You are both using the same words for two different objects. The gap between them is exactly the space where reorders drift.
This is the scaling brand’s specific trap. A creator-led brand reordering once a year can afford to re-approve everything from scratch each time. A brand placing reorders every week cannot — the re-approval cost compounds, and so does the drift if you skip it. At weekly cadence, the only thing standing between order #1 and order #4 is whether you can produce, on demand, the evidence of what order #1 actually was.
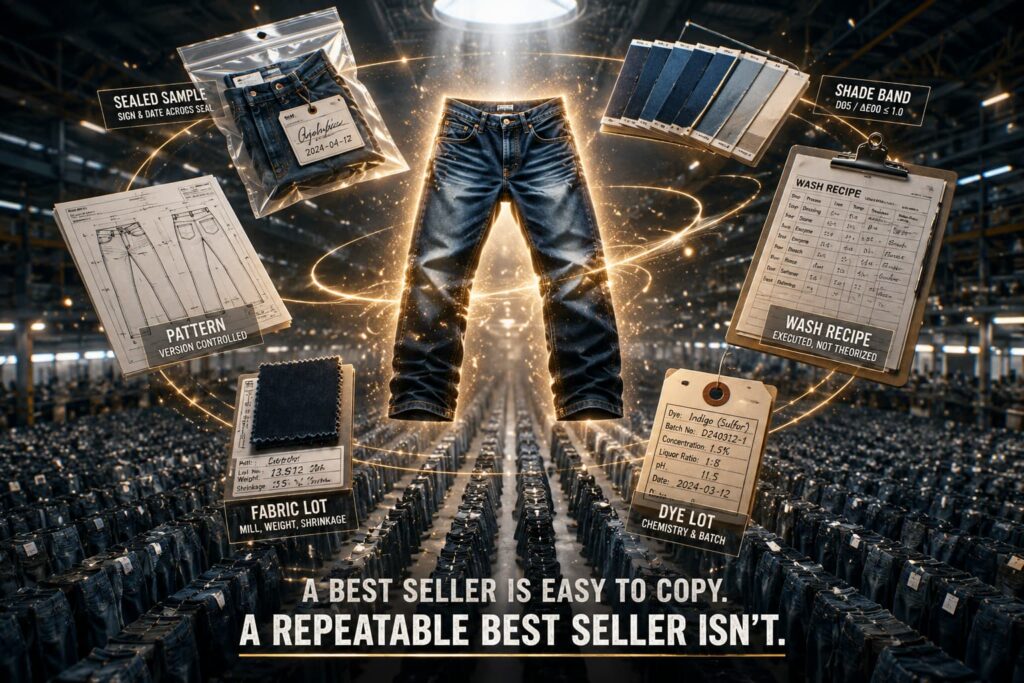
A winning denim style is not reorder-ready until the brand owns the physical and documentary evidence behind the first successful order.
Why “same spec” doesn’t mean “same result” in denim
Here is the part that surprises brands coming from other categories: in denim, you can hold the construction perfectly constant and still get a visibly different garment. Same weight, same composition, same stretch percentage, same right-hand twill — and the reorder still washes down lighter, feels different in the hand, or shrinks past tolerance. This is not a factory failing to follow your spec. It is denim behaving the way denim behaves.
The reason is a chain of individually acceptable variations that compound. A reorder rarely fails at one dramatic point; it drifts through a cascade where every link is “within spec” on its own:
New cotton lot → new yarn batch → new indigo dye lot → new mill lot → drifted sanforization → identical garment construction → identical wash recipe → different result.
Two things drive most of the visible damage. First, indigo is a ring dye — it sits on the surface of the yarn and leaves a white, undyed core. Color lives only in that outer shell, so any change in how aggressively the garment is washed peels back a different depth of it. A slightly different fabric lot, a slightly different enzyme response, and the same wash exposes more or less white core — the macro color shifts even though nobody changed the wash on paper.
Second, shrinkage drifts between lots. Mills control residual shrinkage through sanforization, targeting roughly ≤3% in the warp and ≤2% in the weft under AATCC TM135 / ISO 6330. But minor variation in compaction — rubber blanket wear, steam pressure, line speed — moves the real number. The difference looks trivial until you do the arithmetic: on a 32-inch inseam, an extra 1.5% of warp shrinkage pulls the finished leg about 0.48 inches shorter after wash (illustrative calculation), which can be enough to push a garment outside its measurement tolerance — on a style whose nominal spec never changed.
For denim, “same spec” does not mean “same result.” The result lives in the interaction between fabric lot, dye behavior, washing, shrinkage, pattern, and the physical reference — and none of that survives in a spec sheet alone.
This is why a reorder file is not paperwork hygiene. It is the only thing that lets you tell the difference between normal new-lot variation you can correct for and a process failure you need to reject — because without order #1’s records, every deviation looks the same: unexplained.
The reorder file: the ten records a brand must own before reordering
If a winning style is going to be reordered, ten records need to exist and live with the brand before the next bulk runs. The distinction that matters is not “does this record exist” — factories generate most of it. It is “does the brand hold a retrievable copy,” because the factory’s copy is only useful while the factory, its staff, and its systems stay exactly the same. They rarely do across a year of reorders.
Each record is generated at a specific point in production, by a specific party, and is retrieved at a specific moment in the reorder. The table below is the spine of the whole reorder file:
| # | Record | Generated at (node) | Generated by | What the brand should hold | Retrieved at reorder to… |
|---|---|---|---|---|---|
| 1 | Sealed golden sample | Pre-production approval | Factory + brand sign-off | A signed, dated, sealed garment held at brand HQ, unhandled | Verify the new bulk against a real physical target |
| 2 | Physical shade band | Fabric approval, pre-cut | Mill / wash house | Approved swatches: target + lightest + darkest acceptable limit | Set the acceptable color range before cutting the new lot |
| 3 | Fabric mill lot record | Post-weaving/finishing | Mill | Mill lot ID, roll numbers, weight, width, sanforization data | Compare new lot to the lot that produced order #1 |
| 4 | Indigo dye lot record | Continuous dyeing | Dye house / mill | Dye lot number, dip count, oxidation, concentration log | Trace wash-down behavior back to dye conditions |
| 5 | Written wash recipe (executed) | Wash house, per run | Wash house | Actual parameters run, not the wash name | Reproduce the process on a new lot or new line |
| 6 | Pattern / DXF version | Pattern release | Brand CAD / patternmaker | Versioned master file (e.g. Style214_Master_v1.0.dxf) | Cut from the approved pattern, not a drifted copy |
| 7 | Graded size spec (frozen) | Pattern release | Brand | Size run with a freeze date bound to the order number | Confirm the new run uses the same graded measurements |
| 8 | Measurement report (3-stage) | Inline + final | QC | Target / raw / washed measurement per POM, full size run | See where wash and lot moved the dimensions |
| 9 | AQL inspection report | Final random inspection | QC / 3rd party | ISO 2859-1 report + defect log by major/minor | Compare defect pattern run-to-run as early warning |
| 10 | Trim / hardware lot & substitution record | Trim sourcing | Trim supplier | Lot numbers + any approved substitutions | Catch a silently swapped button, rivet, or label |
Read down the “what the brand should hold” column and you have the difference between a brand that can reorder with confidence and one that is gambling. Most brands have rows 6 and 7 in some form (they keep the tech pack) and a photo of the garment. The expensive gaps are almost always rows 1–5: the physical evidence and the executed process — the things that capture result, not just intent.
Physical evidence: the sealed sample, the shade band, and what kills them in storage
A spec sheet describes what you wanted. A physical reference proves what you got. When a reorder dispute happens — the new batch is too light, the hand feels wrong, the fit shifted — the argument is never settled by the tech pack. It is settled by holding the new garment next to a sealed sample of the old one. If that sealed sample does not exist, the brand has no standard to point to, and “it looks different to me” is not a position you can hold against a factory that ran your style to spec.
The sealed golden sample is the master physical reference: the approved garment, signed and dated across the seal so it cannot be quietly swapped. Industry practice is to hold it in three places — one at brand HQ (kept unhandled, the legal and visual baseline), one on the factory floor (the daily reference for line supervisors), and one with your third-party inspector (held independently so audits are calibrated against the same object). The brand’s copy is the one that matters most, because it is the only one outside the factory’s control.
A garment-level sample answers fit, construction, trim, and overall wash character. It does not, on its own, control fabric color roll to roll — that is the job of the physical shade band. For denim this is built through a procedure worth naming precisely: swatches are cut from every fabric roll in the lot, washed together to the target recipe, then sorted into shade groups, so that only rolls in the same group are cut into one garment (preventing one leg coming out darker than the other). The approved band records the target shade plus the lightest and darkest acceptable limits, mounted with roll and lot numbers — often called a Color Continuity Card. Note clearly: this roll-by-roll shade-grouping procedure is a widely used industry trade practice, not a requirement of any AATCC, ISO, or ASTM standard. The brand should specify it as an SOP the factory must follow and hand back, and define the card format itself.
Here is where most brands lose their physical evidence without realizing it: storage. Indigo is photosensitive — its color degrades irreversibly under light, the direct consequence of being a surface dye. A reference garment left exposed slowly stops being a reliable reference. There is a common mistake worth flagging: ISO 139 and ASTM D1776 specify 20°C / 65% RH, and brands sometimes cite these as storage conditions. They are not — they are conditioning atmospheres for testing, applied for hours before a lab test, and 65% RH held long-term invites mold on cotton. For archival storage, the defensible guidance comes from textile conservation practice: complete darkness, roughly 45–55% RH, 18–20°C, in acid-free enclosures. And never store denim references in ordinary clear polyethylene bags — the BHT antioxidant in standard polybags migrates onto fabric, reacts with airborne NOx, and produces irreversible yellowing, most visible on white weft, pocketing, and labels.
On how long to keep all this: no published ISO, AATCC, or ASTM standard mandates a retention period for textile reference samples. ISO 9001:2015 (clauses 7.5 and 8.5.2) requires you to control, store, retrieve, and retain documented information — but leaves the duration to the organization. Practice, not standard: brands typically hold a sealed golden sample for the commercial life of the style plus the expected reorder window — often 2–5 years, and effectively indefinitely for core never-out-of-stock styles.
Final inspection can reject a bad batch, but it cannot rebuild the missing memory of a good batch. The physical reference is that memory — and it only exists if you stored it before you needed it.

Ask most brands what wash their winning style has, and the answer is a name: “vintage mid-blue,” “enzyme wash,” “stone wash.” A name is not reproducible. It is a label for a result, and the result was produced by a specific sequence of parameters that the name does not contain. When you reorder on a new lot, a new line, or — eventually — a new factory, the name travels but the parameters do not, and the wash comes back wrong.
A written wash recipe is the executed process, recorded at the level a different technician could run blind. At minimum it captures: machine model and capacity, liquor ratio, and load size; desizing enzyme type, dosage (as % on weight of garment), temperature, time, and pH; stone-to-garment ratio and cellulase type/dosage, with the pH window it runs in (acid cellulase roughly 4.5–5.5, neutral 6.0–7.0); bleach or ozone concentration and exposure; laser power, speed, resolution, and the pattern file version; softener type and dosage; and the drying curve with residual moisture. What you want on file is what was actually run on order #1 — not the recipe as planned, the recipe as executed.
The reason the name fails is mechanical, not clerical. The same nominal 30-minute cycle generates different mechanical force in a 400-pound open-pocket machine than in a smaller split-pocket one, so abrasion and enzyme action differ. Water hardness and incoming pH vary between municipalities and factories, and cellulase enzymes are sensitive enough that a small pH shift stalls or accelerates indigo stripping. Without a written recipe forcing the wash house to log buffer chemistry and dosages, none of these variables are controlled — they just happen, differently, each run.
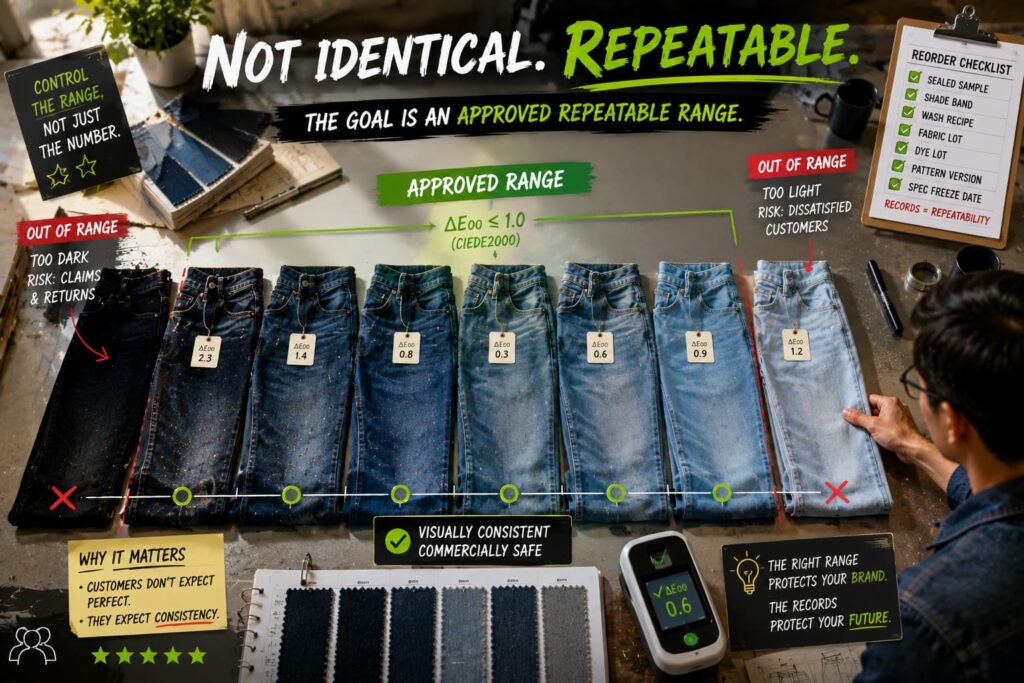
Color is where this gets measured, and where another common misconception needs correcting. Brands often ask “what ΔE should I hold the reorder to?” expecting a standard number. There isn’t one. AATCC EP6/EP7, ASTM D2244, and ISO 105-J03 define how to measure and calculate color difference — they do not prescribe a pass/fail tolerance for denim or any textile. The tolerance is brand-negotiated. A defensible commercial starting point is ΔE00 (CIEDE2000) ≤ 1.0 for premium denim color matching, but only under three conditions: (a) you must specify the equation, because ΔE_CMC and ΔE00 are not interchangeable numbers; (b) the limit is agreed between brand and production, not assumed; and (c) visual confirmation under a D65 light source is the final arbiter, because instruments and eyes do not always agree — and a garment that matches under store lighting can shift under daylight (metamerism).
The most dangerous reorder file is a beautiful tech pack with no sealed sample, no shade band, no fabric lot record, and no wash execution history — a file that describes the garment perfectly and reproduces it not at all.
How the right records change by where you are: same factory vs. second source
Not every record carries the same weight in every situation. The question “what should I keep?” has a sharper version: “what should I keep given where this reorder is going?” The answer changes — sometimes inverting — depending on whether you are reordering from the same factory, moving to a second source, or returning to a style across seasons.
There is a widely held assumption that the sealed golden sample is always the single most valuable record. For most reorders, that is correct — it is the only artifact that simultaneously captures color, fit, hand, construction, and finished wash appearance in one object. If you could keep only one thing for a same-factory reorder, keep the sealed sample, because the wash house already holds its own recipe and the pattern is already in the line.
But this ranking inverts the moment you move to a second source. A new factory can hold your golden sample in its hand and still not reproduce it — because the sample tells them what the target looks like, not how to reach it. It gives them a destination with no route. At that point the written wash recipe becomes the most valuable record you own, because it is the only thing that lets a new line approach your result by parameters instead of by trial and error — and trial-and-error wash development on a winning style risks degrading fabric strength while burning time you do not have during an active reorder.
| Situation | #1 priority record | #2 | Why the order changes |
|---|---|---|---|
| Same factory, same lot family | Sealed golden sample | Shade band | Factory holds recipe + pattern; you mainly need a target to verify against |
| Same factory, new fabric lot | Shade band + fabric lot record | Sealed sample | The variable is the lot; you need to catch color/shrinkage drift before cutting |
| Second source / new factory | Written wash recipe | Sealed sample + pattern/DXF | New line needs executable parameters, not just a visual target |
| Cross-season reorder | Pattern/DXF version + frozen size spec | Sealed sample | Time gap makes pattern drift and spec ambiguity the biggest risks |
The shade band deserves a note of its own here: it protects exactly one dimension (color) and is bound to one fabric lot. That makes it essential within a lot — and less directly transferable across the new lots that a reorder, by definition, will introduce. Its value is real but situation-specific, which is why it sits at #1 in the new-lot row and not in the others.
The question is never just “what should I keep” — it’s “what protects this specific reorder, going to this specific place.” A record’s value is not fixed; it depends on what is changing between order #1 and order #4.
The three reorder-file mistakes we see most often
Mistake 1: Assuming the factory will keep your reorder file for you. This is the most expensive belief in the entire process. Factories do retain records — but they retain their records, for their operational needs, on their timeline. Staff turn over. Machines get replaced. A mill changes its dye supplier. The wash technician who knew your style leaves. None of that asks your permission, and none of it pauses your reorder. The brand that does not hold its own copy is one personnel change away from losing the memory of its best-selling product. A factory saying “we store your specs for you” is offering convenience, not insurance — and convenience disappears exactly when you need the insurance.
Mistake 2: Keeping the tech pack and a photo, and calling that the file. A final tech pack plus a few garment photos feels complete. It is not. The tech pack captures intent; the photo captures appearance under one lighting condition on one day. Neither captures the result as a verifiable object — the sealed sample — or the process that produced it — the executed wash recipe, the fabric lot, the dye lot. A brand with only intent and a photo can describe what went wrong on a reorder but cannot prove what right looked like, which means it cannot hold a factory to anything.
Mistake 3: Ordering “same as last order” without defining which order. “Same as last time” assumes a shared, stable referent. There usually isn’t one. Last order could mean the first bulk, the second reorder that ran a touch light, or the sample everyone loved that never quite matched production. Unless the reorder names the specific batch, the specific sealed sample, the specific pattern version, and the specific size-spec freeze date it is reproducing, “same” is an instruction with no fixed meaning — and the factory will, reasonably, fill the gap with whatever is closest to hand.
A reference example: a winning style reordered without its file
Two patterns recur often enough to be worth walking through as scenarios — not specific clients, but the shape of how reorders fail when the file is incomplete.
In the first, a scaling brand reorders a winning jean. The brand has kept the final tech pack and clean garment photos — but not the previous batch’s physical production sample, not the fabric lot record, and not the wash execution record. The reorder runs on a new mill lot. Because the lot changed, the wash comes down lighter than the original, and nobody catches it until finished garments reach post-wash inspection — the worst possible place to catch color, because the garment is already made. The brand is now choosing between re-washing, salvage, and re-approving a shade band under time pressure, with lead time and cost both moving the wrong way. Walk it backward through the reorder file: a held shade band would have set the acceptable range before cutting; a fabric lot record would have flagged the new lot as a variable to test; a sealed sample would have given inspection a real target instead of a photo. Each missing record is a place the drift could have been caught upstream.
In the second, a growth brand reorders the same fit, ordering under the old style name. But the brand never froze the pattern version or the graded size spec to the original order. The new run’s measurements diverge from the batch customers actually bought, and only after samples come back do both sides go digging to reconstruct which pattern version was “right.” The garment was never the problem — the missing version control was. A pattern/DXF version bound to the order number, with a frozen spec and freeze date, turns that whole investigation into a one-line lookup.
A reorder without its file is not a faster reorder. It is a slower one with the delay moved to the end, where it costs the most.
Building the reorder file: a node-by-node capture protocol
The reorder file is not built at reorder time. It is built during order #1, by capturing each record at the node where it is generated and binding it to the order number. The protocol is mechanical once you see it as capture-at-source rather than reconstruct-later:
At fabric approval, before cutting: obtain the mill lot ID, roll numbers, and dye lot record; cut and wash the shade band; record sanforization/shrinkage data. At pattern release: freeze the pattern as a versioned master file, freeze the graded size spec with a date, bind both to the order number. At pre-production approval: seal the golden sample, sign and date it, distribute the three copies, archive the brand copy in proper storage. At wash, per run: log the executed recipe parameters, not the wash name. At inline and final inspection: capture the three-stage measurement report (target/raw/washed) and the AQL report with the defect log. At trim sourcing: record trim lot numbers and any approved substitutions.
Every one of these is bound to the order number, so that “reorder Style 214” resolves to a specific, retrievable set of evidence rather than a hopeful phrase. The work is small at each node and nearly impossible to reconstruct afterward — which is the whole argument for doing it at source.
The brand should keep the reorder archive, not only the factory. Factories may change staff, machines, suppliers, mills, or record systems — and the brand should not lose control of its best-selling product when that happens.
A last reframing, because it changes what “success” means: the goal of a reorder file is not 100% identical denim. Lot variation is real and some drift is normal. The goal is to define, document, and approve an acceptable repeatable range before bulk runs — so that when a new lot drifts, you know instantly whether it drifted inside your approved range or outside it. That distinction is the entire value of the file.
FAQ
How many sealed samples should I keep, and for how long?
Hold three copies — one at your HQ (unhandled), one on the factory floor, one with your inspector — all signed and dated across the seal. There is no standard-mandated retention period; ISO 9001 leaves duration to you. As practice, keep the brand copy for the commercial life of the style plus your expected reorder window, commonly 2–5 years, and effectively indefinitely for core never-out-of-stock styles. Store it dark, acid-free, around 45–55% RH — never in a standard polybag.
What ΔE tolerance should I set for the reorder color?
No standard prescribes one — it is yours to negotiate with your production partner. A common premium-denim starting point is ΔE00 (CIEDE2000) ≤ 1.0, but the number is meaningless unless you also specify the equation (ΔE_CMC and ΔE00 are not the same scale) and confirm visually under D65 daylight. Treat the instrument as a gate and the eye under controlled lighting as the final call.
If I’m moving to a second factory, what’s the one record I must hand over first?
The written, executed wash recipe. A new line can hold your sealed sample and still miss the result, because the sample shows the destination, not the route. The recipe — actual parameters, not the wash name — is what lets them approach your finish by parameters instead of trial and error. Send the sealed sample and shade band alongside it as the visual target.
Can good digital records replace keeping physical samples?
No — they complement, they don’t replace. Digital records (CIELAB values, measurement reports, recipe logs) don’t degrade and travel instantly, which is their advantage. But no spectrophotometer file captures hand-feel, and no measurement sheet captures overall wash character the way a physical garment does. The physical sample remains the master reference; the digital records exist to support and reproduce it.
Why is “same as last order” risky if the factory already has my style on file?
Because “last order” and “on file” both assume a single fixed referent that usually doesn’t exist. Which batch is “last” — the one that sold, or the one that ran light? Which pattern version is “on file” — the original, or one a line adjusted mid-run? Naming the specific batch, sealed sample, pattern version, and spec freeze date removes the ambiguity the factory would otherwise fill on its own.
We caught a reorder problem at final inspection — isn’t that the QC working?
Final inspection working as designed is still the most expensive place to catch denim drift, because the garment is already made. Color and shrinkage problems originate upstream, at the fabric lot. The reorder file moves the catch point forward — a shade band and fabric lot record let you test the new lot before cutting, which is the difference between adjusting a wash and re-washing a finished batch.
Sources
Standards (define methods and frameworks — not acceptance limits):
- ISO 2859-1 — Sampling procedures for inspection by attributes (AQL). iso.org
- ISO 9001:2015, cl. 7.5 & 8.5.2 — Documented information; identification and traceability. iso.org
- AATCC TM135 / ISO 6330 — Dimensional change after home laundering. aatcc.org
- AATCC EP6 / EP7 — Instrumental color measurement and color-change assessment. members.aatcc.org
- ASTM D2244 — Calculation of color tolerances and color differences. astm.org
- ISO 105-J03 — Calculation of color differences. iso.org
- AATCC EP1 / ISO 105-A02 — Grey scale for assessing color change (assessment tool, not a colorfastness test). members.aatcc.org
- ASTM D6672 / DXF-AAMA — Electronic exchange of 2D pattern data. astm.org
- GS1 Global Traceability Standard / EPCIS — Supply-chain lot traceability framework. gs1.org
Conditioning vs. storage (commonly confused):
- ISO 139 / ASTM D1776 — Standard atmospheres for conditioning and testing (20°C / 65% RH) — not archival storage specs. iso.org
Practice, not standard (clearly labeled as such in text): sealed-sample retention duration; archival storage at 45–55% RH / 18–20°C / dark / acid-free (textile-conservation guidance — Canadian Conservation Institute, NPS Museum Handbook, National Archives); roll-by-roll shade grouping and Color Continuity Card procedure; mill-to-mill wash-down variation (widely observed in trade, with published mechanistic support on indigo ring-dye variability, but no direct comparative study).
This is the kind of reorder-continuity work we do for scaling denim brands — turning a winning style into something the brand can actually reproduce, by owning the evidence behind it rather than hoping the factory still remembers. If you’re setting the standards that go into this file in the first place, start with what a brand should document before reordering; to put a reorder file into practice, see our reorder control work.

