What “moving a style” actually means at scale
Most guides treat a source switch as a sourcing problem: find a new factory, send the tech pack, negotiate the price. For a scaling brand with a winning style, it is not a sourcing problem. It is a continuity problem wearing a sourcing problem’s clothes.
Here is what actually drives the move. In our experience, roughly half of source switches start with price — the brand’s volume has grown, and the founder wants to know whether that volume now buys a lower unit cost. A smaller share are driven by quality instability at the current source, and a smaller share again by delivery dates the current source cannot hold. The order of fear, when you ask the founder directly, usually runs: I want a lower price, but I am afraid the quality will wobble, and I am afraid the delivery will slip.
The tell is the second question. After “can my higher volume get a better price,” the next sentence is increasingly “send me your itemized cost — I want to see whether your costing is reasonable.” What the founder is really doing is trying to make every line of the cost transparent so they can hold it. That instinct is rational. But it quietly reframes the style as a spreadsheet of costs to be optimized, when the thing that actually protects the reorder is a set of physical and process facts that do not appear on any cost line.
A winning denim style is not a price. It is a finished object that a real customer already approved with their wallet. Moving it is the act of asking a different production system to reproduce that object — and a price quote tells you nothing about whether the new system can.
The counterintuitive part: same spec, different garment
The assumption underneath most failed switches is that a specification is a recipe: hand the same recipe to a competent kitchen and you get the same dish. Denim breaks that assumption at the dyeing stage, before construction even begins.
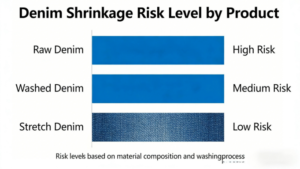
Indigo on denim is ring-dyed: the dye sits on the outer layer of each warp yarn and leaves a white core, which is exactly why denim fades the way it does when the surface is abraded in the wash. How deeply that ring penetrates is governed by dyebath pH, oxidation-reduction potential, the number of dips, hydrosulphite concentration, yarn tension, and roller pressure — a chain of variables that differs from mill to mill and, within one mill, from dye lot to dye lot. Variation in ring penetration produces non-uniform wash-down. In one study, two commercial denims with the same initial color depth were desized and enzyme-washed under the same conditions and came out as different washed shades, with ring-dyeing degree identified as a primary cause. This is the same upstream behavior a brand should already be documenting as its production baseline before any reorder.
That is the whole problem in one sentence. Same initial shade, same construction spec, different finished garment — because the variables that decide the finish live upstream of the spec sheet and downstream of it, but rarely on it.
A specification freeze for denim is the practice of locking every verifiable parameter and fixing a physical finished reference, so that a second source is judged against the garment your customer approved — not against a number that two mills can hit while producing two different garments.
The most common drift we see when a style moves is exactly this: construction measures out identical, and the washed color has shifted — bluer, redder, deeper. Handfeel and whisker placement drift too, but color is the one founders notice first, because it is the one the customer notices first.

What “freeze” actually means (and why order matters)
“Freeze” sounds like a single moment — sign the tech pack, done. In product development it is not. A freeze is a controlled, progressive commitment: parameters are locked in sequence, not all at once, because some parameters constrain others and have to be settled first. Engineering-design research describes this directly — certain systems, components, or parameters must be frozen before the formal design freeze because dependencies between parameters demand early definition. The same logic appears in systems-engineering practice: detail becomes clearer over time but harder to change, so decisions that are hard to undo should be assessed deliberately before they are locked.
Translated to denim: you cannot meaningfully freeze a wash recipe before you have frozen which fabric and which dye behavior the wash will act on, because the same enzyme dose on a more deeply ring-dyed yarn produces a different result. The dependency runs upstream-to-downstream — fiber and dye decisions constrain wash outcomes, not the other way around.
This is where our actual practice diverges from a textbook flowchart, and the divergence is the point. We freeze the full chain — fiber, yarn, dye, weave, finishing, wash recipe, garment construction, all seven layers. The completeness is non-negotiable. But the entry point — which layer we lock down first in the conversation — is driven by where the brand’s pain is. A price-driven switch gets the wash-cost-bearing fields pinned first, because that is where a cheaper source will look to economize. A quality-driven switch gets dye lot and shade behavior pinned first, because that is what is already wobbling.
Freeze everything; start where it hurts. The completeness protects the garment. The sequence protects the conversation — and a switch that ignores either one is just a slower way to discover the drift in bulk.
The two kinds of spec fields: verifiable vs reference
Before you can freeze anything, you have to know which fields a lab can settle and which fields only a physical object can settle. This split is the most useful thing a brand can internalize before a switch, and almost no sourcing guide draws it, because drawing it requires admitting that some of the most important properties of a denim garment cannot be reduced to a number.
Some fields are objectively verifiable: there is a standardized test method, and a competent lab anywhere in the world will return a comparable result. Fabric weight, yarn count, weave density, breaking and tear strength, dimensional change after laundering, colorfastness to washing and crocking, fabric pH — each has an ASTM, ISO, or AATCC method behind it. If your spec says “13.5 oz/yd², 3/1 right-hand twill,” a lab confirms it or it doesn’t, and there is no argument.
Other fields are reference-dependent: there is no instrument reading that fully captures them, so they can only be frozen as a physical object that everyone signs against. Post-wash handfeel, overall washed appearance, whisker and abrasion placement, and — critically — perceived washed color all live here. Color is the trap, because it looks like it should be a number. Delta E and the CIEDE2000 formula will give you a number. But that number is a measure of difference under a named light source, not a verdict, and there is no universal pass/fail delta E threshold for denim — the acceptable tolerance is something a brand, its supplier, and its QC team negotiate against an approved shade band. A washed-down surface is mottled, abraded, and three-dimensional; a single delta E reading flattens exactly the complexity that makes the garment look like itself.
| Field type | Examples | How it’s frozen | What settles a dispute |
|---|---|---|---|
| Objectively verifiable | Weight, yarn count, weave density, tensile/tear strength, shrinkage, colorfastness, fabric pH | Numeric spec + named test method (ASTM/ISO/AATCC) | A lab report |
| Reference-dependent | Post-wash perceived color, handfeel, washed appearance, whisker/abrasion placement | A signed physical reference garment + shade band, viewed under a named illuminant | The approved physical object, not a number |
If a property can be settled by a lab report, write the number and the method. If it can only be settled by holding the garment up to the light, freeze the garment — because a second source can hit every number on the page and still hand you a different jacket.
The freeze sequence: seven layers, one release gate
Here is the full freeze, in dependency order. The completeness is the non-negotiable part; the entry point shifts with the brand’s pain, but nothing on this list gets skipped for a style that will reorder.
- Fiber — cotton source, micronaire range, staple length, contamination grade. Fiber maturity drives dye uptake, which is where shade variation begins.
- Yarn — count (Ne), twist, spinning method (ring-spun vs open-end), evenness. Open-end and ring-spun yarns take indigo and abrade differently, so the same wash recipe yields different fading on each.
- Dye — indigo type, concentration, dip count, pH/ORP window. This is the ring-dye behavior that decides wash-down, and it is the layer most invisible to a tech pack.
- Weave — end and pick count, weave pattern, finished width. Tighter constructions fade less and feel harder; looser fade more and feel softer.
- Finishing — sanforization compaction, skew/torque control, handfeel target. Residual shrinkage is set here, and it is worth pausing on, because it is the field most often assumed rather than frozen. Sanforization mechanically pre-shrinks the woven fabric so that the finished garment moves less after laundering, but how much shrink potential remains depends on the compaction the mill actually runs, not on the word “sanforized” on a spec line. Two mills can both call a fabric sanforized and leave different residual shrinkage, which then interacts with the wash: a fabric that relaxes more in the dryer reads as a different inseam and a different hand after the first home wash. This is why residual shrinkage has to be frozen as a tested number under a named method, not inherited as a label — and why the acceptance tolerance is something the brand specifies, since neither AATCC TM135 nor ISO 6330 sets a pass/fail percentage. Skew and torque control belong here too: a leg that twists after washing is a finishing artifact, not a sewing fault, and it will not show on the flat-measured first sample.
- Wash recipe — enzyme type and dose, stone type and ratio, ozone parameters, temperature, time, liquor ratio, machine load. Every one of these independently moves finished color and handfeel.
- Garment construction — seam types, stitch density (SPI), thread spec, needle size.
Against each layer, attach its acceptance method — the verifiable fields get a test method (dimensional change by AATCC TM135 or ISO 6330, for example, which are methods that define how to wash and measure, not pass/fail thresholds), and the reference-dependent fields get the signed physical reference. The shade band is the gate that sits across the whole chain: physical swatches setting the acceptable range, signed off before cutting, reviewed against later lots. This is the same set of records a brand should already keep in its reorder file before repeating a winning style. For higher-end programs we run physical swatches and instrument readings together with a D65-lightbox visual as the final call; for lower-risk programs the physical swatch comparison carries it. The rule underneath both is the same — no bulk cutting until the band is signed.

A freeze list is not paperwork; it is the difference between a style and a hope. Seven layers, each with a method or a physical reference attached, is what lets a different factory aim at the same garment instead of a similar idea of it.
One release gate sits at the end of the chain, and it is the part most switches treat as optional: a pilot run, produced on the new source’s actual line with its actual fabric and its actual wash, judged against the original approved garment before any bulk is committed. The industrial term for this is first-article verification, and its logic is precise — you are not confirming that the new source can make a good garment, you are confirming that it can make this garment, repeatably, at production settings. A first sample made carefully by a sampling room proves neither. The pilot has to run through the same machines, the same load sizes, and the same wash equipment that bulk will use, because a sampling-scale wash and a production-scale wash are not the same process and do not always land in the same place. Only when the pilot matches the frozen reference — verifiable fields by lab report, reference-dependent fields by physical comparison under a named light — does bulk release. The freeze defines the target; the pilot proves the new source can hit it. Neither one alone is enough, and skipping the second is the single most common way a frozen spec still ends in a drifted bulk.
How deep should you freeze?
Not every style earns the full seven-layer freeze plus a verified pilot. Freezing depth should scale with what is actually at risk, and the variables that decide it are reorder probability, order volume, and wash complexity. A style that will reorder for two years at five-figure volumes with a heavy enzyme-and-ozone wash is a different risk object than a one-season fashion piece in a rigid raw denim that will never reorder.
The industrial frameworks that formalize this — first-article inspection in aerospace, the production part approval process in automotive — make the same distinction: a full re-qualification is triggered by a new supplier or a new production site, while a smaller, isolated change gets a partial verification of only the affected characteristics. Apparel has no mandatory equivalent standard, so the framework below is assembled from those principles, not lifted from a garment-industry rulebook.
| Risk profile | Reorder likelihood × volume × wash complexity | Freeze depth | Release gate |
|---|---|---|---|
| High | Proven repeat style, 5-figure/season, wash-heavy (enzyme/stone/ozone) | Full seven-layer freeze + signed shade band | Full pilot verified against original approved garment |
| Medium | Reorders occasionally, moderate volume, simple wash | Freeze fabric/dye + wash recipe + shade band; construction by reference | Partial pilot on the fields that drift |
| Low | One-off or fashion style, low volume, rigid/raw (minimal wash) | Freeze fabric + construction; light wash check | Sample approval, no full pilot |
The decision rule is blunt: the more a style will repeat, the more volume rides on it, and the more the wash does to the fabric, the deeper you freeze — and a switch on a mill (where dye and wash live) carries more finish risk than a switch on a sewing source (where the risk is dimensional). Most of the expensive surprises happen when a high-risk style gets a low-risk process because someone was in a hurry.
Match the freeze to the stakes, not to the calendar. The styles that punish a shortcut are precisely the ones that reorder — which is to say, the ones worth switching sources for in the first place.
The real risk nobody prices in: the borrowed low price
Now the part the cost spreadsheet hides, and the part most articles will not write because most articles are written by the supply side.
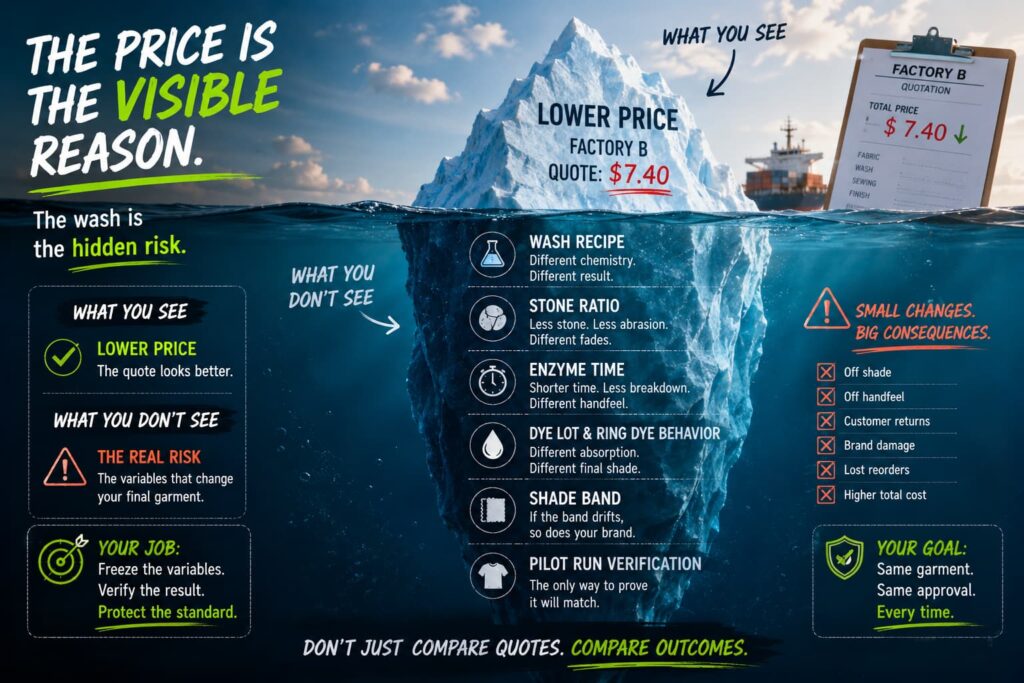
When a switch is driven by price — and most are — the founder is comparing two quotes and choosing the lower one. What the quote does not tell you is how the lower number is achieved. In a low-margin business, a factory that knows a brand has real volume will often take the order at a thin or negative margin to start the relationship. That price is real, but it is borrowed against the future. Once the volume is steady, the pressure to recover that margin does not disappear; it goes looking for somewhere to live. And it tends to live in the process steps a customer cannot see at final inspection.
This is the mechanism that connects the earlier dyeing science to the commercial reality. The steps that get quietly economized — a shortened enzyme cycle, less stone, an under-run desize, a thinner wash — are exactly the wash-recipe variables that move finished color and handfeel. They do not show up as a missing seam or a wrong label that an AQL inspection catches. They show up as a garment that is subtly off, and “subtly off” is invisible in carton one and obvious by reorder four, once the drift has compounded across lots. The grey-scale grading done at final inspection evaluates color change at the end of the line; it is not built to catch a wash recipe that was trimmed upstream.
So the dangerous switch is not the one to a worse factory. It is the one to a cheaper quote whose costing you never made transparent at the level that matters — not “what is your price per unit,” but “which wash-recipe variables are you committing to hold, and how will we verify them against the garment my customer already approved.”A Reference Example, Walked Through Field by Field
There is a more useful version of the cost transparency the founder is reaching for. Asking a source to itemize its price per unit produces a number that two factories can both quote while committing to two different processes — the breakdown looks transparent but tells you nothing about what will actually be run. The transparency that protects a reorder is a different list: which enzyme type and dose, which stone ratio, which wash time and temperature, which desize cycle the source is committing to hold, written against the frozen reference and verified at pilot. That list is the real cost structure of a denim garment, because it is the list of things that, when quietly reduced, change the garment. A price that comes with that list is a price you can hold. A price that comes without it is a number waiting to be defended by removing something you specified but never made verifiable.
The price is the visible reason for the move. What you are actually betting on is what the new source will quietly remove to make a lower number work — and if you have not frozen the wash variables as verifiable commitments, the thing they remove is something you will not see until the fourth reorder.
Three traps we see most often
Trap 1: “It’s the same tech pack, so it’s the same product.” A brand sends the new source the identical specification package that worked at the old source and treats matching paperwork as matching output. The construction measures out fine on the first sample, the brand approves, and the bulk arrives with the wash sitting a few shades off and a stiffer hand. The spec was complete; it just could not carry the ring-dye behavior and wash variables that were never on it. A tech pack is necessary and nowhere near sufficient — it freezes the verifiable fields and says nothing about the reference-dependent ones.
Trap 2: “We’ll catch it at final inspection.” The brand leans on the AQL check and grey-scale grading at the end of the line as the safety net. But final inspection is built to catch defects in that lot against a standard — a broken seam, a wrong label, a color change graded on the day. It is not built to catch a fabric lot whose ring-dye depth drifted upstream, or a wash recipe that was quietly trimmed, because those produce a garment that is internally consistent and uniformly wrong. By the time the grey-scale tells you something, the bulk is made. Drift is caught proactively, against a frozen reference, before cutting — not reactively at the end.
Trap 3: “We can’t lose the delivery window, so skip the pilot.” This is the most common one, and it is the one brands choose with their eyes open. The new source quotes a date the brand needs, a pilot run would cost two weeks, and the brand releases straight to bulk to protect the launch. Sometimes it works. When it does not, the time “saved” comes back with interest: a full bulk in a drifted shade, a markdown or a rework cycle, and a reorder that now has to re-establish a reference from scratch. The pilot is not bureaucracy; it is the cheapest place to discover the drift, and skipping it moves that discovery to the most expensive place — a landed bulk.
Each trap is a rational shortcut taken under real pressure. That is what makes them traps: not stupidity, but a reasonable bet that the part you cannot see will behave like the part you can.
A reference example, walked through field by field
Consider a scaling brand we supported — a five-figure-per-season denim program built on one proven five-pocket style — that decided to move to a second source. The driver was price: their volume had grown, a new factory quoted meaningfully lower, and the founder wanted the lower unit cost the higher volume seemed to justify. The request that came with it was the familiar one — send me your itemized costing, I want to see where the money goes.
The verifiable layer transferred cleanly. Weight, yarn count, weave density, construction, stitch density — the new source matched the spec, and the lab confirmed it. The first sample measured out against the approved garment. On paper, the switch was done.
The reference-dependent layer is where it would have gone wrong, and the reason it did not is that the original washed garment and its shade band had been frozen as physical references before anyone talked price. When the new source’s pilot run came back, the construction was right and the washed color had drifted — toward the blue-red end, the most common form of drift we see, and the one a customer reads instantly as “this isn’t the same jean.” Held against the frozen reference under a controlled light, the gap was obvious. Measured as a number alone, it would have been arguable — and almost certainly argued away under deadline pressure, because there is no universal denim delta E threshold to point to.
That is the field-by-field lesson. The switch was not saved by the cost breakdown the founder asked for; it was saved by a physical garment that predated the negotiation. The verifiable fields told everyone the spec had transferred. The frozen reference told everyone the garment had not — yet. The new source adjusted the wash, a second pilot was run against the same reference, and only then did bulk release. The lower price was real; it simply had to be earned against the original garment, not against the new factory’s first attempt.

It is worth being clear about what the freeze did and did not do here. It did not prevent the drift — the first pilot drifted anyway, because that is what a different wash on a different line does. What it did was make the drift visible and arguable on the right terms, early, at pilot cost rather than bulk cost, and against an object no one could talk their way around. Without the frozen reference, the same drift would still have happened; it would simply have surfaced as a landed bulk that looked plausible on its own until someone put it next to last season’s garment on a shop floor. The freeze did not buy a guarantee. It bought the one thing a source switch most needs and most often lacks: a fixed point to measure against before the expensive decision is irreversible.
The cost spreadsheet answers “is this cheaper.” The frozen reference answers the only question that protects a reorder: “is this the same garment my customer already said yes to.” A switch needs both answers, and only one of them is on the quote.
Frequently asked questions
Do I really need a pilot run if the new factory makes the same fabric spec?
Yes, if the style will reorder at volume and has any real wash on it. Matching the fabric specification confirms the verifiable fields — weight, weave, construction — but it does not confirm the reference-dependent ones, especially post-wash color and handfeel, which depend on ring-dye behavior and wash variables that two factories can execute differently while both “meeting spec.” The pilot is where you find that out at sample cost instead of bulk cost. For a one-off, low-volume, minimal-wash style, you can scale the pilot down to a partial check on the fields that actually drift.
What does “freezing the shade band” mean in practice?
It means setting an acceptable color range as physical swatches — typically a reference plus the limits of what passes — signed off by the brand and supplier before cutting, and then reviewing each later lot against that signed band rather than against memory or against the new source’s own sample. For higher-end work we pair the physical swatches with instrument readings and a final visual call under a D65 lightbox; for lower-risk work the physical comparison carries it. The non-negotiable part is that the band exists as an object and is signed before bulk, not described in words after.
Is there a standard delta E value that denim has to pass?
No. The CIEDE2000 formula defines how to calculate a color difference under a named light source; it does not define what is acceptable. There is no universal pass/fail delta E threshold for denim — the tolerance is negotiated between the brand, the supplier, and the QC team against the approved shade band. Anyone quoting you a single universal denim delta E number is describing their own preference, not a standard. The same is true of shrinkage: AATCC TM135 and ISO 6330 define how to test dimensional change, not what percentage is allowed — that tolerance is yours to specify.
The new source is cheaper. Isn’t that just good sourcing?
A lower price can be good sourcing, but the quote does not tell you how the lower number is reached. In a thin-margin business, a source may take volume at a low margin to start, then look to recover it in the process steps that are hardest to see — a trimmed wash, less stone, a shortened enzyme cycle. Those are exactly the variables that move finished color and handfeel, and they do not trip an AQL inspection. Good sourcing here is not accepting or rejecting the price; it is making the wash-recipe commitments explicit and verifiable against your frozen reference, so the lower price has to be earned on the same garment.
Which is riskier to switch — the mill or the sewing factory?
The mill, in most cases. The sewing source governs dimensional and construction outcomes, which are largely verifiable fields a lab and a measurement spec can settle. The mill governs fiber, dye, and — if the wash is there too — the finish, which are where the reference-dependent drift lives. A change of mill is closer to a full re-qualification; a change of sewing source is often closer to a partial verification of the affected fields. Scale the freeze accordingly.
How long do I keep the old source’s reference once the new source is approved?
Keep the original approved garment as the standing truth reference for as long as the style reorders. A practical habit many brands skip: the original garment is what the customer actually approved, so a new source should always be judged against it, not against its own first good run. Letting the new source’s sample quietly become the new standard is how a style drifts a little with each switch until it no longer resembles the one that sold.
Freezing a style before a source switch is not about adding paperwork to a sourcing decision; it is about protecting the one thing a winning style represents — a finished garment a customer already approved — when you ask a new production system to reproduce it. That work, across the full seven-layer freeze and a pilot verified against the original garment, is the kind of thing we do for scaling denim brands at SkyKingdom.
Sources
- Eger, T., Eckert, C.M., Clarkson, P.J. (2005). The Role of Design Freeze in Product Development. International Conference on Engineering Design (ICED 05). — design freeze as progressive, sequenced parameter commitment.
- NASA. Systems Engineering Handbook (NASA/SP-2016-6105 Rev 2). — detail clarifies over time but becomes harder to change; assess hard-to-reverse decisions before locking.
- SAE International. AS9102 — First Article Inspection. — full FAI triggered by new supplier/site; delta FAI for isolated change.
- AIAG. Production Part Approval Process (PPAP). — verification that specs can be consistently met at production rate; delta PPAP for process change.
- FDA QMSR / ISO 13485 design-and-development transfer clauses. — documented transfer and verification before final production.
- Uddin, M.G. (2014). Indigo Ring Dyeing of Cotton Warp Yarns for Denim Fabric. Chemical and Materials Engineering, HRPub. — ring-dye penetration variables; non-uniform wash-down.
- Effect of the Dyeing Properties of Indigo-dyed Denims on their Subsequent Washdown Characteristics. — same initial color depth, different washed shade after enzyme wash.
- AATCC Olney Medal (2019). Conversion of the North American Denim Dyer to a New Form of Indigo. — dye-form and process effects on reproducibility.
- Coats. Denim Wash Bulletin. — stone:fabric ratio and wash-recipe variables affecting color and handfeel.
- Cotton Incorporated. ISP-1010, Denim Fabric Manufacturing. — denim construction and finishing baseline.
- CIE / ISO 11664-6:2014. Colorimetry — Part 6: CIEDE2000 Colour-Difference Formula. — defines color-difference calculation; specifies no pass/fail threshold.
- AATCC EP1 (Gray Scale for Color Change), EP9 (Visual Assessment of Color Difference); ASTM D1729 (Visual Appraisal of Colors under Standardized Lighting). — physical shade-band evaluation under named illuminant.
- AATCC TM135 / ISO 6330 / ISO 5077. — domestic laundering test methods for dimensional change (methods, not thresholds).
- ASTM D3776 (mass), D1907 (yarn count), D3775 (weave density), D5034 (breaking strength), D1424 (tear), D3882 (skew); AATCC TM61 (wash colorfastness), TM8 (crocking), TM81 (fabric pH). — objectively verifiable spec-field test methods.